
| Тип проекта | Дипломный | Кол-во листов (чертежей) |
| Формат | .cdw, Компас-3D, docx, Word | 131 (13) |
Вариант эпюрного агрегата участка сборки РШР в условиях шпалозавода
Дипломный проект
В настоящей работе произведена разработка конструкции эпюрного агрегата (конвейера) и подъемных столов звеносборочной линии для сборки звеньев с железобетонными шпалами.
Список чертежей:
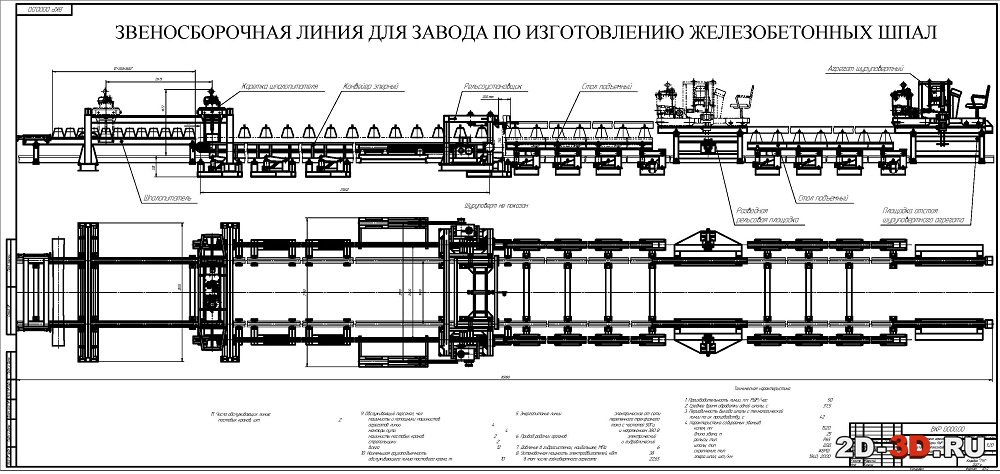
Звеносборочная линия для завода по изготовлению железобетонных шпал
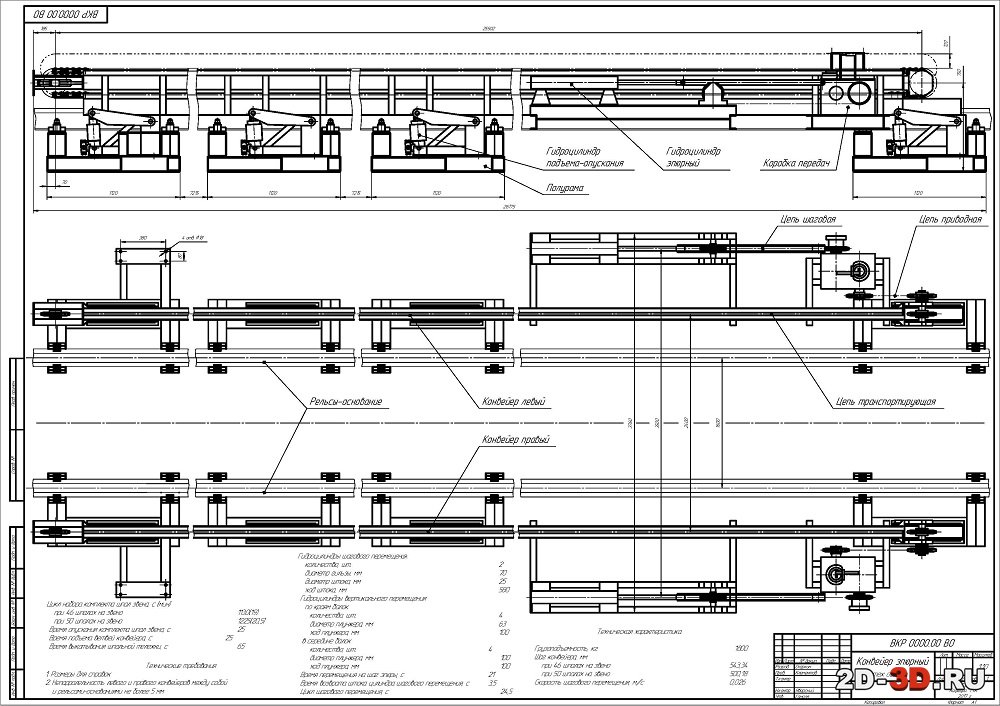
Эпюрный конвейер
Конвейер левый
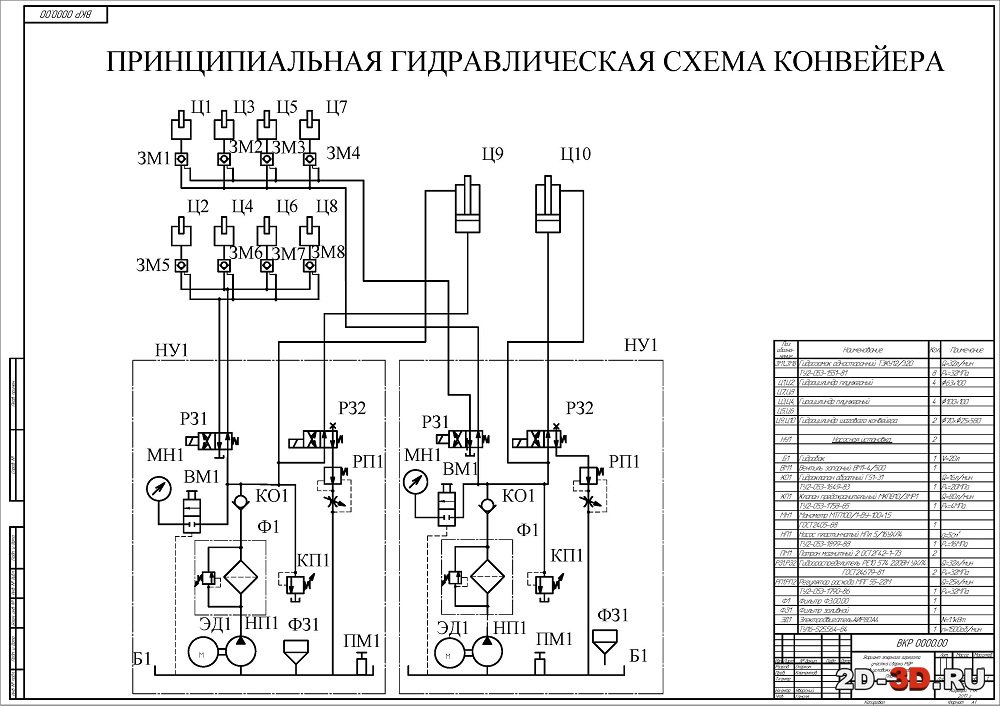
Принципиальная гидравлическая схема конвейера
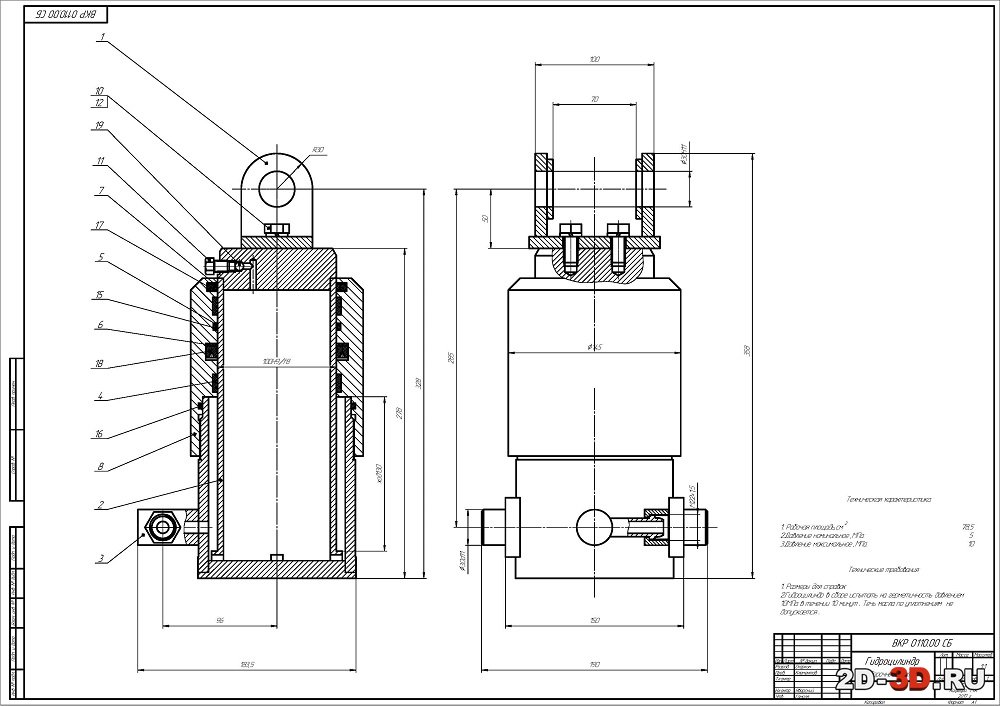
Гидроцилиндр со спецификацией
Схема привода транспортирующей цепи конвейера
Карта технологических эскизов изготовления плунжера
Устройства раскладки железобетонных шпал по эпюре
Стол подъёмный
Детали (вкладыш, втулка, гидроцилиндр, кольцозащитное).
Содержание проекта:
Введение
1 Обзор и анализ состояния проблемы
1.1 Краткое описание поточных линий для сборки и ремонта звеньев на железобетонных шпалах
1.2 Схема конструкции звеносборочной линии для условий шпалозавода
2 Проект эпюрного агрегата
2.1 Обзор известных устройств установки железобетонных шпал по эпюре
2.2 Проект предлагаемой конструкции эпюрного агрегата редуктора
1.3 Постановка цели работы
3 Расчет технических параметров агрегата
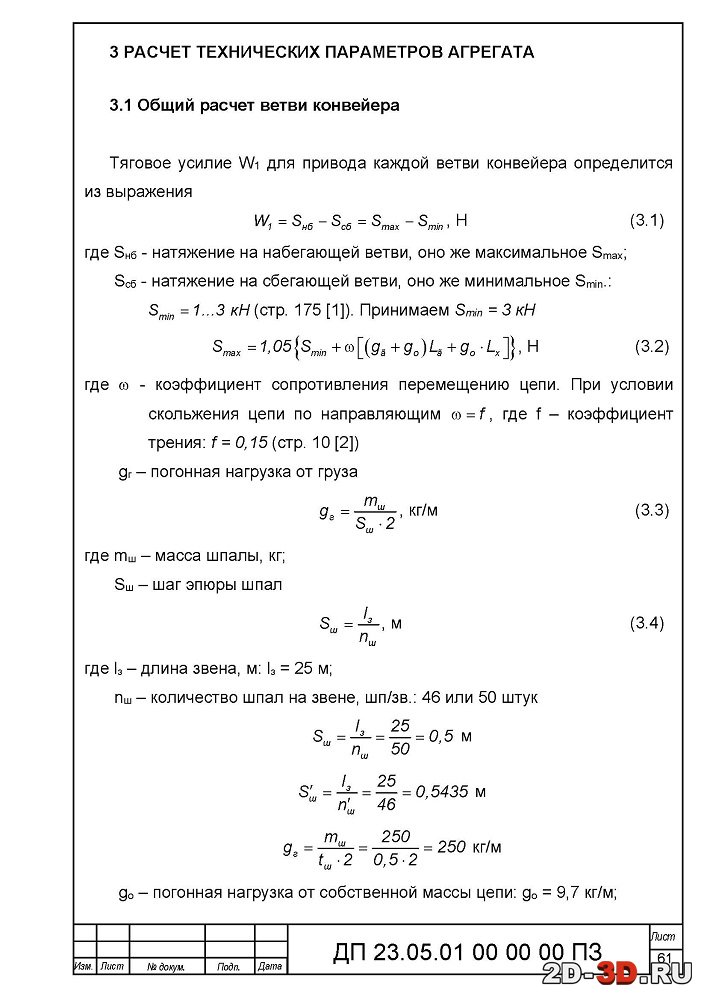
3.1 Общий расчет ветви конвейера
3.2 Расчет привода ветви конвейера
3.3 Расчет вала I
3.4 Расчет вала II
3.5 Расчет зубчатых колес на долговечность
3.6 Расчет зубьев передач по их прочности на изгиб
3.7 Расчет балки конвейера
3.8 Расчет цепной передачи, обгонной муфты и приводного цилиндра
3.9 Расчет шлицевого соединения на валу II
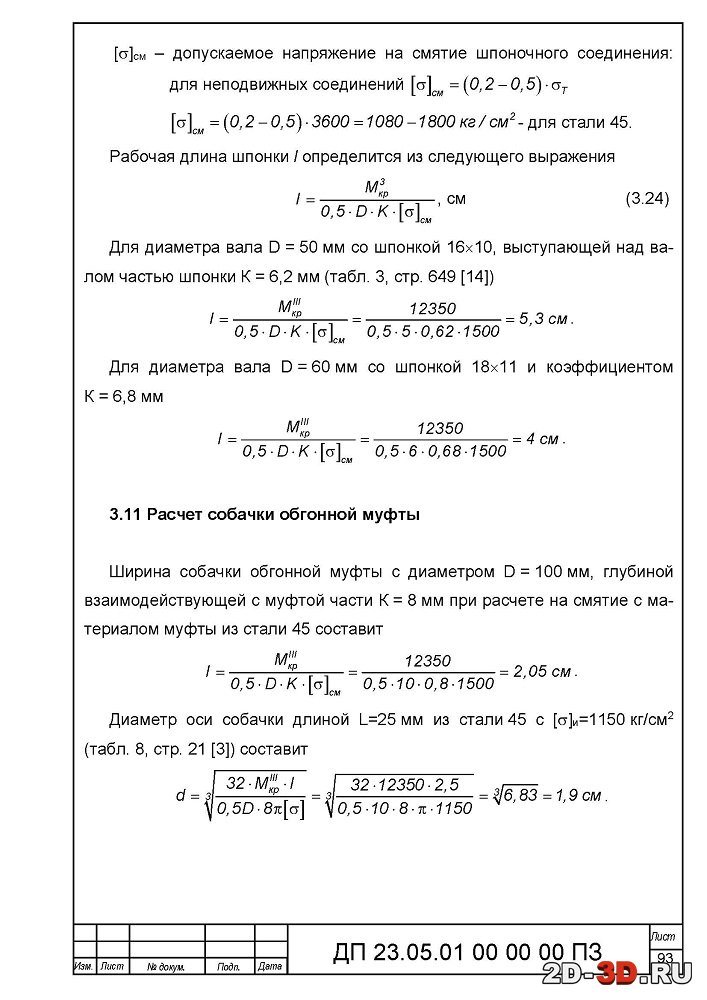
3.10 Расчет шпоночного соединения обгонной муфты на валу III
3.11 Расчет собачки обгонной муфты
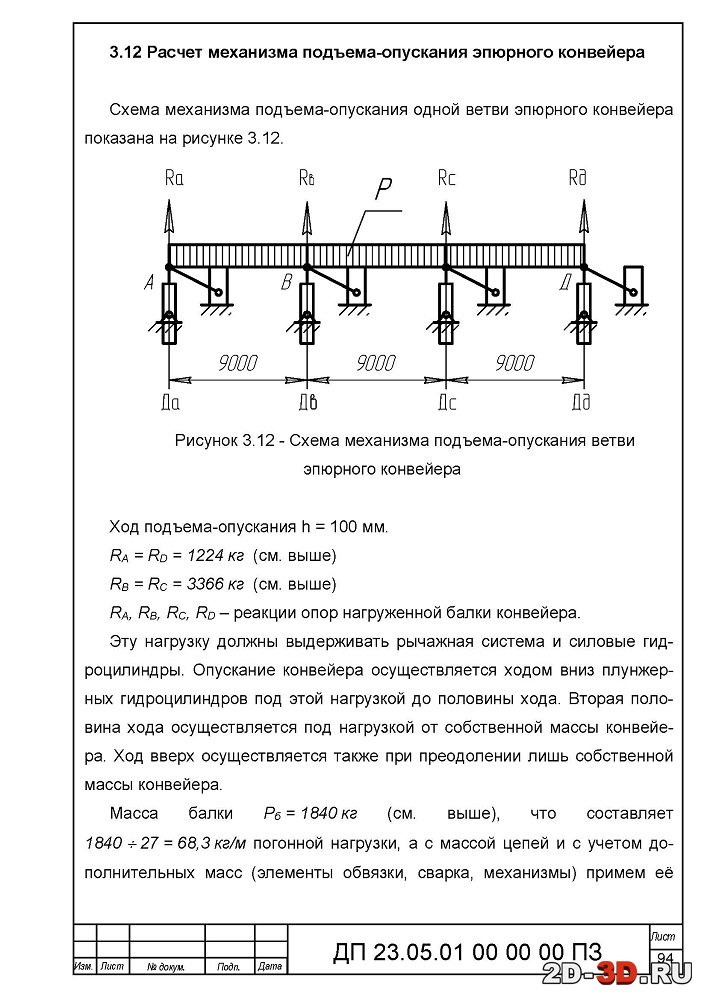
3.12 Расчет механизма подъема-опускания эпюрного конвейера
3.13 Расчет подъемного стола
4 Технология изготовления детали
5 Определение стоимости оборудования эпюрного агрегата
6 Обеспечение безопасности при производстве работ эпюрным агрегатом звеносборочной линии
Список литературы
Приложение

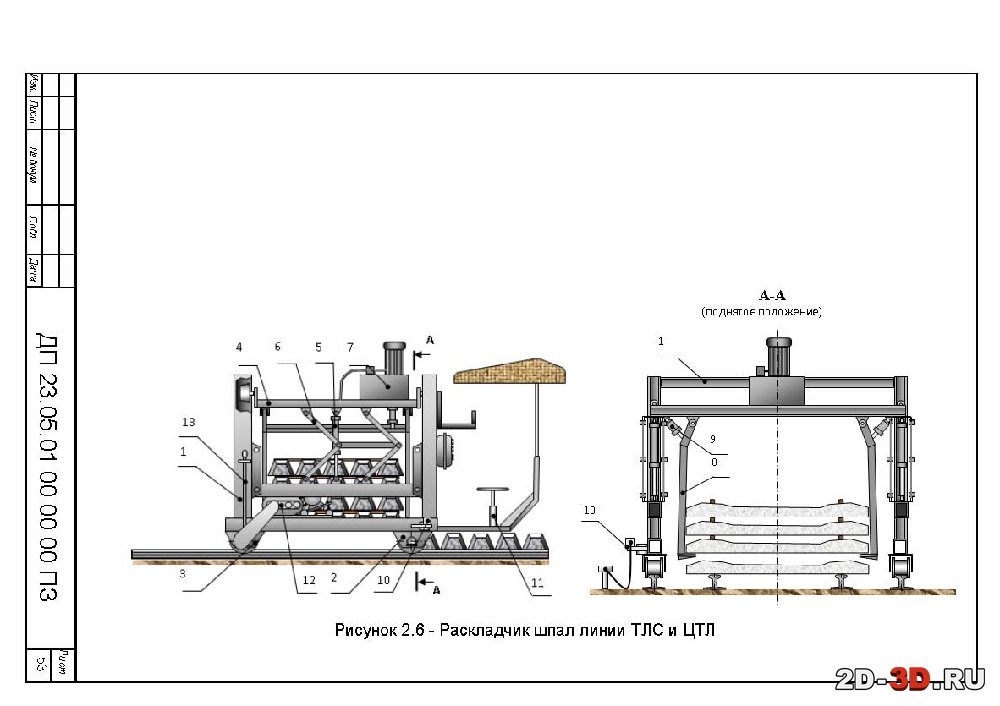
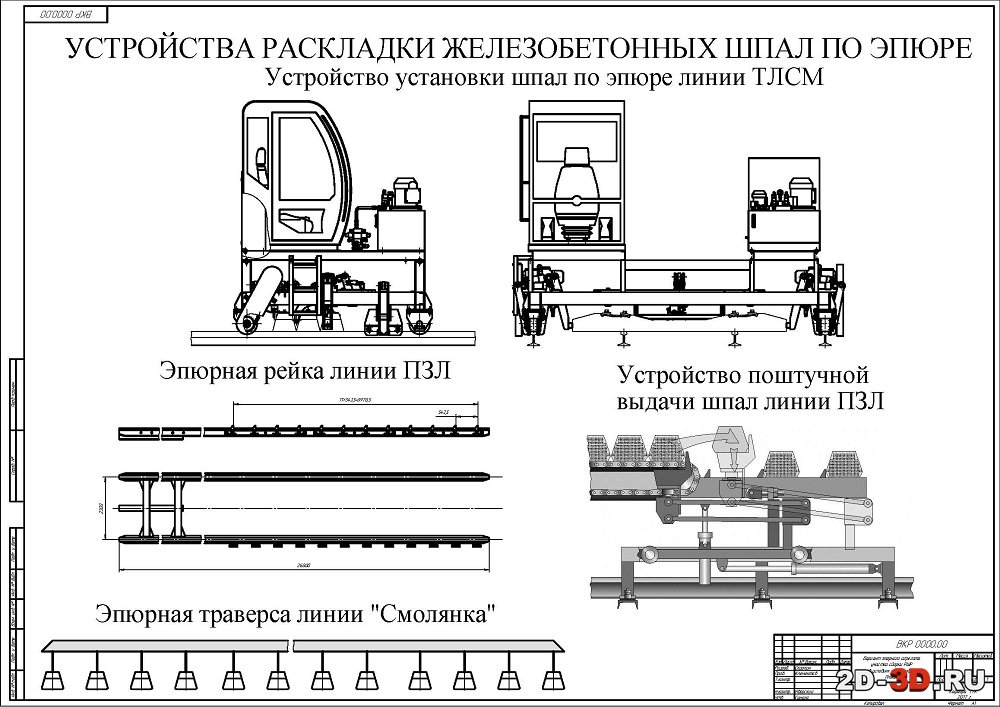

Эпюрный агрегат является устройством линии для сборки звеньев с железобетонными шпалами.
В случае небольшой производительности в качестве эпюрного устройства был предложен конвейер, который перемещает шпалы на шаг эпюры. При этом шпалы на конвейер подавались бы не потоком, а то же поштучно с предыдущего устройства – шпалопитателя.
После набора шпал агрегат должен передавать набранные по эпюре шпалы на следующую позицию с помощью, например, тележки. С тележки, в свою очередь, набранные по эпюре шпалы удалялись бы с помощью подъемных столов. Соответственно все вышесказанное относительно разрабатываемой конструкции эпюрного конвейера и подъемных столов и являлось целью настоящей работы.
Предлагаемый проект агрегата представляет собой шаговый конвейер. Конвейер включает в себя две параллельные не связанные между собой вертикально перемещаемые ветви, каждая из которых представляет собой замкнутый цепной конвейер.
Перемещение конвейера на шаг эпюры осуществляется гидроцилиндром. Вертикальное перемещение конвейера также осуществляется гидроцилиндрами (плунжерами). Для синхронного шагового перемещения каждая ветвь эпюрного конвейера питается от своей насосной установки с одинаковыми насосными агрегатами.
Привод звездочки цепной передачи ветви конвейера осуществляется цепной передачей, одна из звездочек которой жестко смонтирована на валу звездочки конвейера, а вторая также жестко на приводном валу коробки передач, на котором свободно посажены зубчатые колеса с торцовыми сухарями для взаимодействия с торцовыми сухарями смонтированного между ними на шлицах переключателя.
На параллельном приводимому приводному валу коробки передач жестко посажены шестерни зубчатых передач и муфта обгона для периодического обеспечения одного полного оборота вала.
Муфта обгона включает в себя звездочку цепной передачи, приводимой в возвратно-вращательное движение возвратно-поступательным перемещением штока гидроцилиндра со смонтированной на звездочке для взаимодействия с валом собачкой, которая периодически и обеспечивает один полный оборот вала.
При нейтральном положении переключателя работают обе зубчатые передачи, но вращение от приводного вала к приводимому, не передается. При перемещении переключателя к одному зубчатому колесу приводимый вал начинает вращение от данной зубчатой передачи и при одном полном обороте приводного вала коробки передач звездочка цепной передачи ветви конвейера совершит шаг, равный 500 мм, при эпюре 50 шпал на звене. При перемещении переключателя к другому зубчатому колесу, приводимому валу передается вращение от данной зубчатой передачи, эпюрный конвейер совершает шаг, равный 543 мм при эпюре 46 шпал на звене.
Вертикальное перемещение каждой ветви конвейера осуществляется в четырех точках рычажными механизмами, приводимыми плунжерными гидроцилиндрами.
Набор шпал по эпюре звена осуществляется на поднятых вверх ветвях конвейера. Набранный комплект шпал звена опускается на въехавшую между ветвями конвейера шпальную тележку, и после ее удаления ветви конвейера вновь поднимаются для набора очередного комплекта шпал звена.
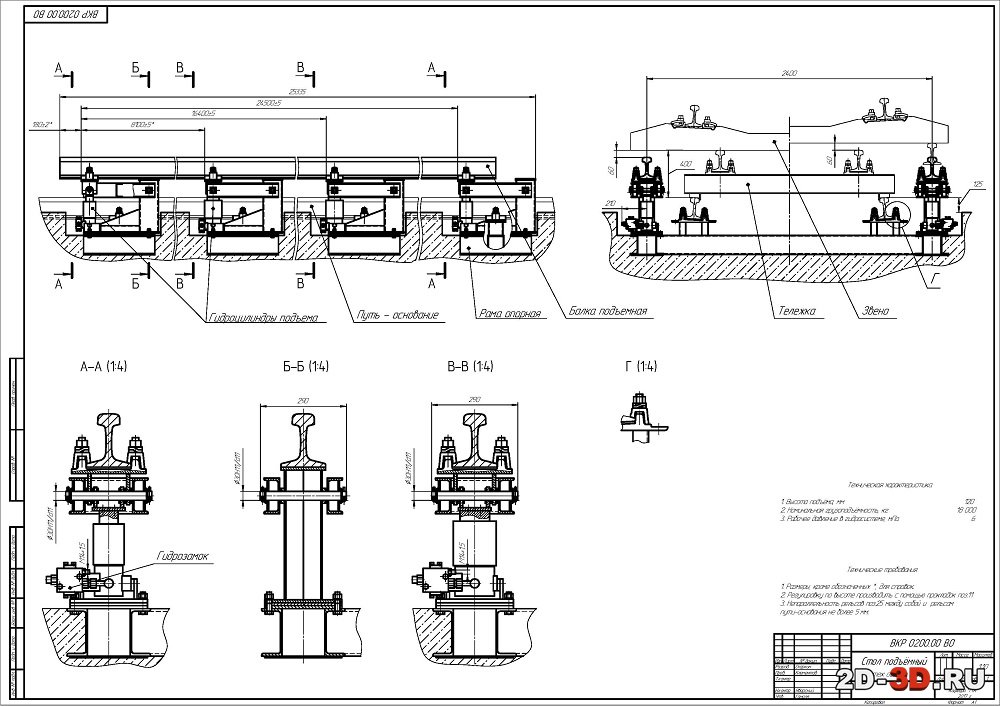
Один подъемный стол предназначается для освобождения шпальной тележки от комплекта шпал звена и погрузки подготовленного на нем к сборке звена на звеньевую тележку.
Второй подъемный стол предназначен для освобождения звеньевой тележки от подготовленного к сборке звена и производства на нем сборки звена. По конструкции оба подъемных стола идентичны и каждый подъемный стол представляет собой две не связанные между собой параллельные вертикально перемещаемые балки. Для каждой балки используется рельс Р65 длиной 25 м.
Вертикальное перемещение каждой балки осуществляется в четырех точках рычажными механизмами, приводимыми плунжерными гидроцилиндрами.
Техническая характеристика линии звеносборочной:
1. Производительность линии, п.м. РШР/час 50
2. Среднее время обработки одной шпалы, с 37,5
3. Периодичность выхода шпалы с технологической линии по их производству, с 42
4. Характеристика собираемых звеньев колея, мм 1520
длина звена, м 25
рельсы, тип Р65
шпалы, тип Ш3Д
скрепления, тип ЖБРШ
эпюра шпал, шт./км 1840; 2000
Техническая характеристика эпюрного конвейера:
Грузоподъемность, кг 1800
Шаг конвейера, мм при 46 шпалах на звено 543,34 при 50 шпалах на звено 500,18
Скорость шагового перемещения, м/с 0,026
Техническая характеристика левого конвейера:
Грузоподъемность, кг 1800
Шаг конвейера, мм
при 46 шпалах на звено 543,34
при 50 шпалах на звено 500,18
Скорость шагового перемещения, м/с 0,026
Гидроцилиндры шагового перемещения
количество, шт. 2
диаметр гильзы, мм 70
диаметр штока, мм 25
ход штока, мм 580
Гидроцилиндры вертикального перемещения
по краям балок
количество, шт. 4
диаметр плунжера, мм 63
ход плунжера, мм 100
Техническая характеристика гидроцилиндра:
1. Рабочая площадь, см 78,5
2. Давление номинальное , Мпа 5
3. Давление максимальное, Мпа 10
| Тип проекта | Дипломный | Кол-во листов (чертежей) |
| Формат | .cdw, Компас-3D, docx, Word | 131 (13) |
 Чертеж путеукладчика УК-25/9-18
Чертеж путеукладчика УК-25/9-18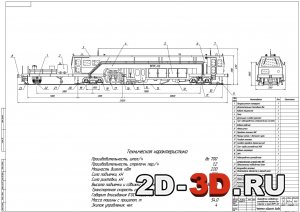 Путевая машина ВПРС-02
Путевая машина ВПРС-02 Модернизация путевой машины ВПР-02
Модернизация путевой машины ВПР-02 Модернизация выправочно-подбивочно-рихтовочной машины ВПРС-02
Модернизация выправочно-подбивочно-рихтовочной машины ВПРС-02 Рельсошлифовальный поезд РШП-48
Рельсошлифовальный поезд РШП-48 Путеремонтная летучка ПРЛ-4
Путеремонтная летучка ПРЛ-4