
| Тип проекта | Дипломный проект | Кол-во листов (чертежей) |
| Формат | cdw, Компас-3D, pdf, docx, Word | 39 (2) |

Список чертежей:
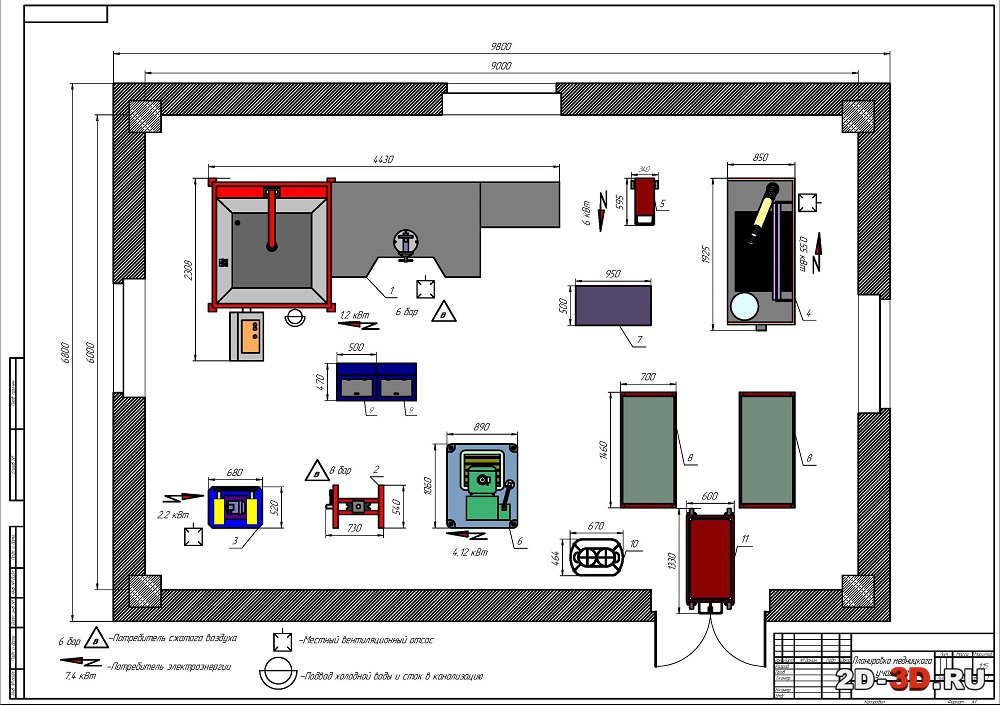
1. Планировка участка
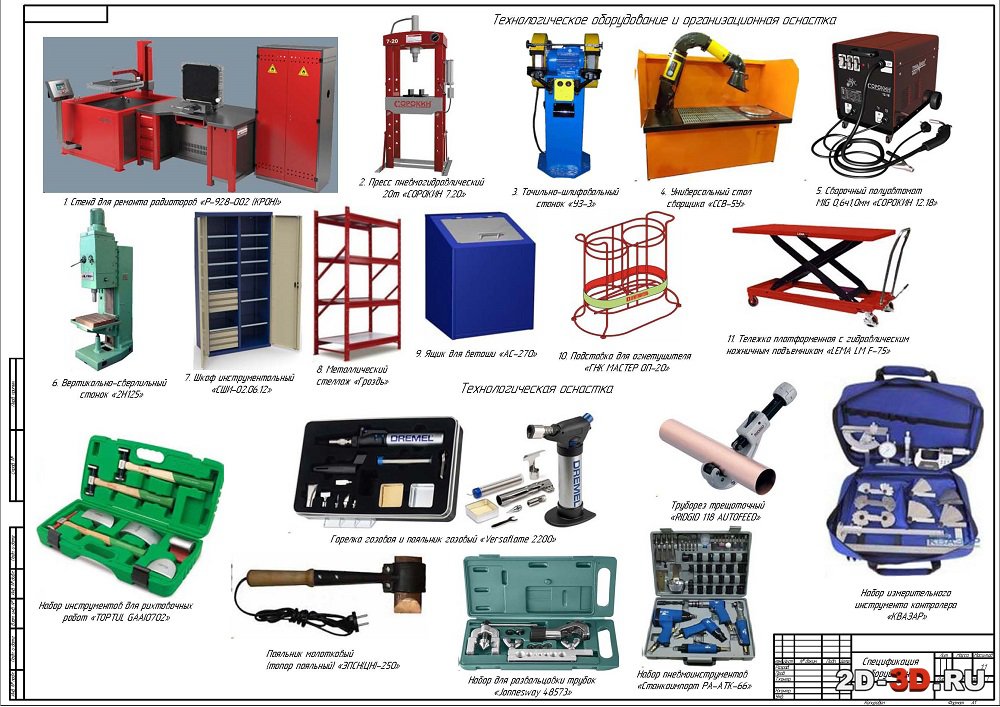
2. Спецификация оборудования.
Содержание оглавление проекта
ВВЕДЕНИЕ
1. Расчет численности производственных рабочих
2. Характеристика медницкого участка
3. Подбор технологического оборудования
4. Расчет площади медницкого участка
5. Технология работ на стенде для ремонта радиаторов «Р-928-002 (КРОН)»
5.1 Очистка радиатора от накипи.
5.2 Диагностирование радиатора
5.3 Ремонт радиатора
6. Инструкция по охране труда на медницком участке
Список использованной литературы
При расчёте числа производственных рабочих, различают технологически необходимое (явочное – для выполнения сменной производственной программы) и штатное (списочное – для выполнения годовой производственной программы) количество рабочих для проведения работ технического обслуживания и ремонта.
Технологически необходимая численность рабочих определяется отношением годового объема работ к годовому фонду времени одного рабочего места в одну смену.
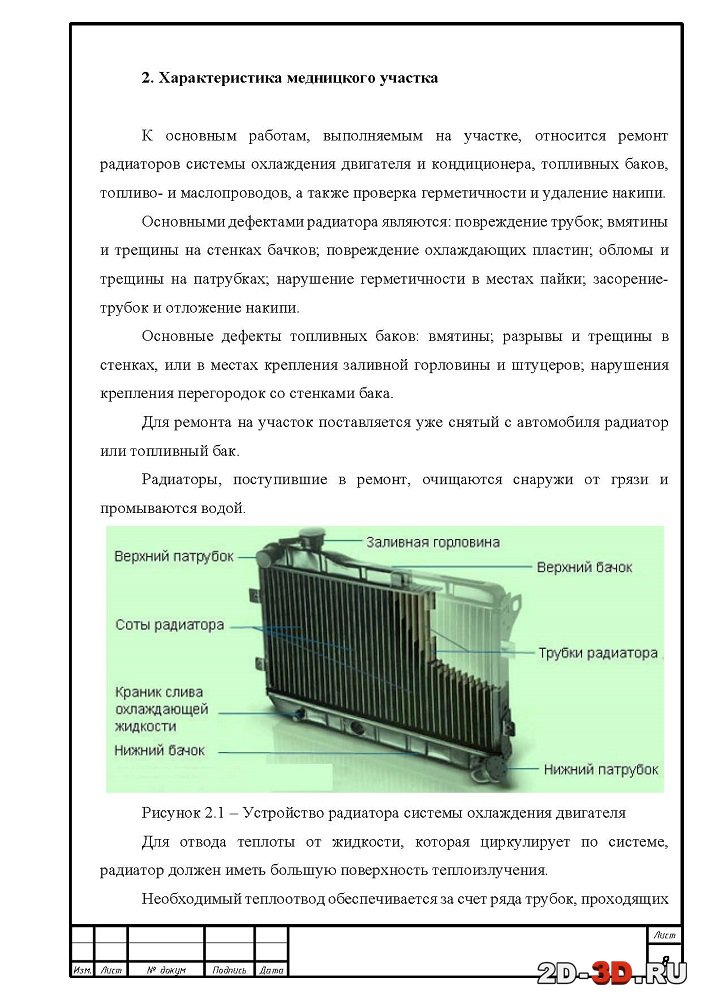
К основным работам, выполняемым на участке, относится ремонт радиаторов системы охлаждения двигателя и кондиционера, топливных баков, топливо- и маслопроводов, а также проверка герметичности и удаление накипи.
Основными дефектами радиатора являются: повреждение трубок; вмятины и трещины на стенках бачков; повреждение охлаждающих пластин; обломы и трещины на патрубках; нарушение герметичности в местах пайки; засорение-трубок и отложение накипи.
Основные дефекты топливных баков: вмятины; разрывы и трещины в стенках, или в местах крепления заливной горловины и штуцеров; нарушения крепления перегородок со стенками бака.
Для ремонта на участок поставляется уже снятый с автомобиля радиатор или топливный бак.
Радиаторы, поступившие в ремонт, очищаются снаружи от грязи и промываются водой.
Для отвода теплоты от жидкости, которая циркулирует по системе, радиатор должен иметь большую поверхность теплоизлучения.
Необходимый теплоотвод обеспечивается за счет ряда трубок, проходящих сквозь металлические пластины, повышающие способность к теплоизлучению.
Трубки и пластинки, соединенные между собой, образуют корпус радиатора и обеспечивают хорошую проводимость теплоты.
Активной частью радиатора является система трубок.
При одинаковом первоначальном объеме плотность горячей воды меньше плотности холодной воды, горячая вода легче холодной за счет расширения при нагревании.
Ряды трубок радиатора расположены вертикально, что способствует опусканию в радиаторе охлажденной воды из-за ее большей плотности. Для увеличения теплоотдачи необходимо приблизить центральные слои воды, циркулирующие в трубках, к их стенкам.
С этой целью трубки выполняются сплюснутыми по сечению и имеют прямоугольное сечение со скругленными кромками.
Трубки проходят через уже установленные пластинки и своими концами входят в бачки радиатора, где пропаиваются.
Бачки представляют собой металлическую коробку в форме прямоугольного параллелепипеда с закругленными углами. У радиатора два бачка – верхний и нижний.
Нижний с помощью патрубка соединяется с водяной рубашкой блока двигателя и сливным краном. Верхний бачок соединяется с насосом охлаждения, запорным краном для наполнения системы охлаждения и переливной трубкой.
Радиаторы изготовляют из меди, латуни, оцинкованной стали или алюминиевого сплава.
Причины выхода из строя радиатора бывают внешние и внутренние.
Одна из причин выхода из строя радиатора объясняется его расположением. Радиаторы чаще всего устанавливаются в передней части автомобиля, где наиболее благоприятные условия для обдува охлаждающим воздухом. Но при повреждении передка автомобиля, даже не очень серьезном, радиатор оказывается заклиненным между двигателем и облицовкой радиатора, которая продавливается деталью, подвергшейся деформации в результате удара. При этом происходит сплющивание трубок (большее или меньшее) и радиатор деформируется.
Другая причина выхода из строя радиатора связана с температурным режимом его работы. С течением времени охлаждающая жидкость испаряется, восстановление уровня производится много раз небольшими порциями. В добавляемой воде содержатся мельчайшие инородные частички.
Размер внутренней полости сечения трубки находится в пределах 1?2 мм, трубки частично засоряются мелкими инородными частицами.
Даже если вода абсолютно чистая, в ней все равно содержатся растворимые соли, преимущественно известковые. Под действием теплоты эти соли выпадают в осадок и осаждаются на стенках трубок в зонах малых скоростей перемещения воды – так образуется накипь. Образование на стенках накипи приводит к полному закупориванию трубок. Частицы накипи могут отрываться от стенок и, в свою очередь, забивать трубки, как и инородные частицы.
Третья причина ремонта – растрескивание радиатора. Под действием вибраций в радиаторе возникают мелкие трещины, преимущественно в месте сварки с недостаточным проваром. В результате возникают небольшие утечки, которые приводят к понижению уровня охлаждающей жидкости.
Если утечка незначительная, ее не всегда можно заметить, так как нагретая вода быстро испаряется. Испытания радиаторов необходимы для уменьшения количества брака при производстве и продления срока службы.
Для удаления накипи радиатор помещают на установку, обеспечивающую циркуляцию раствора каустической соды при температуре 60?80°С и последующую промывку водой.
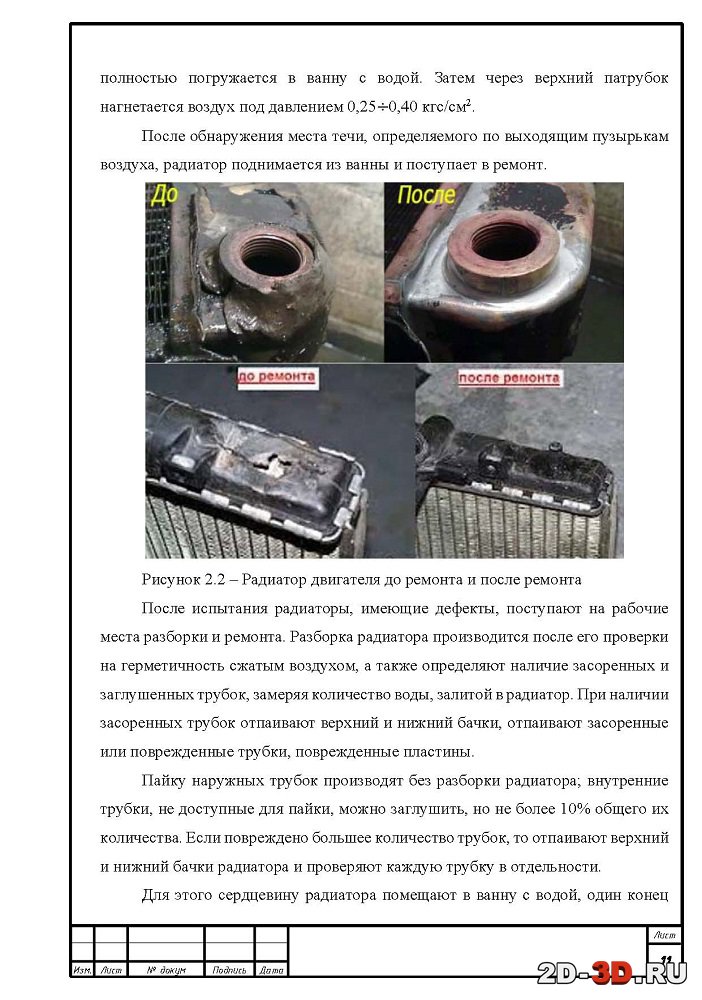
Для определения места течи радиатор устанавливается в кран-манипулятор; предварительно заглушаются резиновыми пробками нижний патрубок и заливная горловина. При помощи кран-манипулятора радиатор полностью погружается в ванну с водой. Затем через верхний патрубок нагнетается воздух под давлением 0,25?0,40 кгс/см2.
После обнаружения места течи, определяемого по выходящим пузырькам воздуха, радиатор поднимается из ванны и поступает в ремонт.
После испытания радиаторы, имеющие дефекты, поступают на рабочие места разборки и ремонта. Разборка радиатора производится после его проверки на герметичность сжатым воздухом, а также определяют наличие засоренных и заглушенных трубок, замеряя количество воды, залитой в радиатор. При наличии засоренных трубок отпаивают верхний и нижний бачки, отпаивают засоренные или поврежденные трубки, поврежденные пластины.
Пайку наружных трубок производят без разборки радиатора; внутренние трубки, не доступные для пайки, можно заглушить, но не более 10% общего их количества. Если повреждено большее количество трубок, то отпаивают верхний и нижний бачки радиатора и проверяют каждую трубку в отдельности.
Для этого сердцевину радиатора помещают в ванну с водой, один конец трубки закрывают заглушкой, на другой подается по шлангу сжатый воздух.
Пузырьки выходящего воздуха показывают место течи.
Засоренность отверстий трубок и их помятость устраняют специальным стержнем, изготовленным по размеру и профилю трубок.
Трубки, пайка которых затруднена или невозможна, имеющие большие вмятины, заменяют новыми. Для этого в дефектную трубку вставляют нагретый стержень, и после размягчения припоя трубку вместе со стержнем плоскогубцами вынимают из сердцевины. Затем вставляют новую трубку вместе со вставленным в нее нагретым стержнем. После удаления стержня трубку развальцовывают и припаивают к опорным пластинам сердцевины.
Деформированные охлаждающие пластины выправляют при помощи специальной гребенки. После ремонта сердцевину радиатора снова подвергают контролю на герметичность.
Вмятины на бачках устраняют правкой, а трещины запаивают или заделывают постановкой заплат из листовой латуни толщиной 0,8?1,0 мм. Поверхность вокруг трещины тщательно зачищают наждачной бумагой или шабером, травят хлористым цинком, лудят, затем припаивается заплата.
Обломы и трещины на пластинах каркаса устраняют наплавкой и заваркой. Отремонтированные бачки припаивают к сердцевине радиатора. Припаивают пластины каркаса и пароотводную трубку. Собранный радиатор проверяют на герметичность.
Перед пайкой трещины, топливопровод заполняется сухим речным песком, что устраняет возможность затекания припоя вовнутрь.
Для пайки радиатора применяют мягкие припои, используя паяльник из красной меди, рабочая часть которого обслуживается тонким слоем олова. В качестве флюса применяют хлористый цинк.
При общей площади пробоин и сквозных коррозионных разрушений более 600 см2 бак бракуется. При меньшей площади повреждений бак восстанавливают постановкой заплат с последующей их приваркой или припайкой твердыми припоями. Перед восстановлением баков сваркой их выпаривают в течение 3 ч до полного удаления паров топлива.
Небольшие трещины устраняют пайкой низкотемпературными припоями, большие – пайкой высокотемпературными припоями, а в некоторых случаях и постановкой заплат.
Медницкий участок оснащается верстаком для испытания и ремонта радиаторов, ванной для испытания топливных баков, чугунной плитой для правочных работ, ручными ножницами для резки листового металла, слесарными верстаками, стеллажами и приспособлениями.
Радиатор закрепляется в захватах подъемно поворотного механизма.
Закрывается верхний и нижний патрубки.
Заполняют радиатор очищающим раствором и выдерживают время и температуру.
После выполнения этой операции раствор сливается, и радиатор промывают чистой водой. Затем очищающий раствор сливают.
Радиатор заполняют нейтрализующим раствором и выдерживают время и температуру.
После выполнения этой операции раствор сливают, и радиатор промывают чистой водой.
Затем тщательно очищаются пробки радиатора, клапан пробки, наливная горловина и пароотводная трубка.
При этом виде работ необходимо выполнить следующие операции.
Радиатор устанавливается в зажимах, затем плотно закрывается пробка радиатора, верхний патрубок. К нижнему патрубку подсоединяется шланг подачи сжатого воздуха.
После чего радиатор погружается в ванну с водой и подается сжатый воздух. После того, как место повреждения найдено, по пузырькам воздуха, его необходимо отметить.
После того как место повреждения найдено и отмечено, радиатор необходимо высушить, используя для этого сжатый воздух.
Подбор технологического оборудования, организационной и технологической оснастки для объекта проектирования осуществляется с учетом рекомендаций типовых проектов рабочих мест и «Табеля гаражного оборудования и инструмента»[1].
К технологическому оборудованию относят стационарные, передвижные и переносные стенды, станки, всевозможные приборы и приспособления, производственный инвентарь (верстаки, стеллажи, шкафы, столы), необходимые для выполнения работ по ТО, ТР и диагностированию подвижного состава.
К организационной оснастке относят производственный инвентарь (верстаки, стеллажи, подставки, шкафы, столы), занимающий площадь при планировке.
Стенд для ремонта радиаторов «Р-928-002 (КРОН)»
Стенд предназначен для проведения комплексных работ по ремонту радиаторов автомобилей любых моделей, легковых, грузовых и специализированной техники.
В комплекте: ванна, стол рабочий, шкаф для газовых баллонов.
Внутри рабочего стола установлен компрессор и насосная станция.
Испытания радиатора проводятся сжатым воздухом и водой. Стол оборудован поворотными тисками, тумбой и четырьмя выдвижными ящиками.
Ванна, встроенная в устройство, предназначена для выявления дефектов радиатора, а также для финального испытания после его ремонта.
Вместе с ванной, в ее состав входит подъемно поворотный механизм с защитным устройством и пульт управления. В состав пульта входит планшетный компьютер с сенсорным управлением и кнопка аварийной остановки.
В шкафу для баллонов устанавливаются баллон с пропаном и кислородом.
Основные назначения:
Основные виды ремонта:
Технические характеристики:
Напряжение питающей сети переменного тока, В 380/50Гц.
Потребляемая мощность, кВт 1,2.
Ванна габариты, мм 1500х1586.
Стол верстак габариты, мм 1900х1200.
Пульт управления габариты, мм 613х422.
Шкаф для газовых баллонов габариты, мм 1000х570.
Общие габариты стенда, мм 4430х2308х2060.
Площадь в плане – 4,43*2,308=10,2 м2.
Пресс пневмогидравлический 20т «СОРОКИН 7.20»
Предназначен для снятия и установки зубчатых колес, универсальных соединений, шкивов, поршневых пальцев, сгибания, распрямления и соединения деталей.
Прочная возвратная пружина обеспечивает быстрое возвращение поршня в исходное положение. Регулируемая по высоте опора.
Манометр для отображения прикладываемого усилия.
Развиваемое усилие, т – 20.
Привод – пневмогидравлический / ручной.
Номинальное давление воздуха, бар – 8?9.
Габаритные размеры мм – 730?540.
Площадь в плане – 0,73*0,54=0,39 м2.
Точильно-шлифовальный станок «УЗ-3»
Заточная установка предназначена для выполнения слесарно-обдирочных работ (снятие заусенцев, фасок, грубой обдирки деталей) и заточки инструмента, шлифовальных работ.
Диаметр кругов: 350 мм.
Привод: 2,2 кВт, 380 В.
Габаритные размеры, мм – 520х680.
Площадь в плане – 0,52*0,68=0,35 м2.
Универсальный стол сварщика «ССВ-5У»
Стол сварщика является сочетанием сварочного стола с фильтровентиляционным устройством, предназначен для проведения сварочных работ в режимах ММА (ручная сварка штучными электродами), MIG/MAG (полуавтоматическая сварка), а также шлифовальных и зачистных работ с одновременным удалением из зоны рабочего места загрязненного воздуха, пыли, продуктов горения.
Стол оборудован вытяжной вентиляционной системой, поворотно-вытяжным устройством, которое позволяет осуществлять удаление дыма и пыли непосредственно из зоны проведения сварочных или зачистных работ. Удаление вредных веществ может осуществляться как с помощью поворотно-вытяжного устройства, так и через чугунную колосниковую решетку, для этого предусмотрена регулировочная заслонка на поверхности стола.
Пульт управления вентилятором и освещением расположен на правой части стола. Съемный защитный экран оборудован защитными шторками при желании их можно разложить, образовав тем самым ровную плоскость.
Габариты рабочего стола, мм – 1850х850
Размер рабочей чугунной плиты, мм – 1000х700
Высота рабочей чугунной плиты над уровнем пола, мм – 750
Мощность вентилятора, кВт – 0,55.
Площадь в плане – 1,925*0,85=1,64 м2.
Сварочный полуавтомат MIG 0,6?1,0мм «СОРОКИН 12.18»
Это мобильный аппарат для сварки в среде защитных газов с автоматической подачей сварочной проволоки. Он функционален, при его помощи можно производить сварку тонколистового материала, нержавеющей и высоколегированной стали, цветных металлов и чугуна.
Потребляемая мощность, кВт – 6.
Габаритные размеры, мм – 545?390.
Площадь в плане – 0,545*0,39=0,21 м2.
Вертикально-сверлильный станок «2Н125»
Сверлильные станки предназначены для сверления, зенкования, зенкерования, развертывания отверстий, для подрезания торцов изделий и нарезания резьбы метчиками. Позволяет использовать различные приспособления и инструменты, расширяющие его технологические возможности.
Оснащен механической подачей шпинделя, при этом управление циклами работ осуществляется в ручном режиме, все это позволяет работать в широком диапазоне размеров, при использовании различных материалов заготовок.
Рабочая поверхность стола, мм – 400?450.
Потребляемая мощность электрооборудования, кВт – 4,12.
Габаритные размеры в плане, мм – 1060х890.
Площадь в плане – 1,06*0,89=0,94 м2.
Шкаф инструментальный «СШИ-02.06.12»
Шкаф, оборудованный 12 прочными полками предназначен для хранения инструмента.
Габаритные размеры, мм – 950х500.
Площадь в плане – 0,95*0,5=0,48 м2.
Металлический стеллаж «Гроздь»
Стеллаж металлический грузовой предназначен для хранения штучных
Стеллаж металлический представляет собой сборно-разборную конструкцию, состоящую из рамы, которая является основой несущей конструкции грузового стеллажа, на которую навешиваются балки и затем на них укладываются металлические полки.
Усиленная конструкция и широкий выбор комплектации полок позволяет размещать грузы любых габаритов.
Габаритные размеры, мм – 1460х700.
Площадь в плане – 2*1,46*0,7=2,04 м2.
Ящик для ветоши «АС–270»
Ящики для ветоши обеспечивают безопасное хранение ветоши, пропитанной легковоспламеняющимися жидкостями, исключая возможность ее возгорания.
По технике противопожарной безопасности использованную промасленную ветошь и обтирочный материал необходимо складировать только в специально установленных для этого металлических ящиках с плотно прилегающей крышкой.
Габаритные размеры, мм – 500х470.
Площадь в плане – 2*0,5*0,47=0,47 м2.
Подставка для огнетушителя «ГНК МАСТЕР ОП-20»
Подставки для огнетушителей служат средством напольного хранения огнетушителей и рассчитаны на эксплуатацию в помещениях при температуре от +5 до +450С с относительной влажностью до 95%.
Подставки для огнетушителей изготавливаются из металлического листа толщиной от 1,0 до 1,2 мм и окрашиваются порошковой эпоксидно-полиэфирной краской в красный цвет по стандарту.
Габаритные размеры, мм – 670х464.
Площадь в плане – 0,67*0,464=0,31 м2.
Тележка платформенная с гидравлическим ножничным подъемником «LEMA LM F-75»
Тележка предназначена для поднятия, опускания и транспортировки различных грузов.
Подъем платформы осуществляется за счет качания педали, соединенной с гидравлическим цилиндром.
Сочетание гидравлического подъёмного устройства и большой металлической столешницы позволяет размещать на тележке крупногабаритные и тяжелые по массе предметы, такие как двигатели автомобилей, мосты, коробки передач, узлы и детали различных агрегатов и т.п. для дальнейшей транспортировки и подъёма или спуска на необходимую высоту.
Грузоподъемность, кг – 750.
Размеры платформы, мм – 1000?510.
Высота подъема, мм – 990.
Габаритные размеры в плане, мм – 1330х600.
Площадь в плане – 1,33*0,6=0,8 м2.
В составе работы чертёж планировки участка и спецификация.Паяльник молотковый (топор паяльный) «ЭПСН(ЦН)-250»
Горелка газовая и паяльник газовый «Versaflame 2200»
Набор пневмоинструментов «Станкоимпорт PA-ATK-66»
Труборез трещоточный «RIDGID 118 AUTOFEED»
Набор для развальцовки трубок «Jonnesway 48573»
Набор измерительного инструмента контролера «КВАЗАР»
Набор инструментов для рихтовочных работ «TOPTUL GAAI0702»
| Тип проекта | Дипломный проект | Кол-во листов (чертежей) |
| Формат | cdw, Компас-3D, pdf, docx, Word | 39 (2) |
 Реконструкция участка ремонта топливной аппаратуры
Реконструкция участка ремонта топливной аппаратуры Проектирование предприятия автомобильного сервиса (СТО)
Проектирование предприятия автомобильного сервиса (СТО)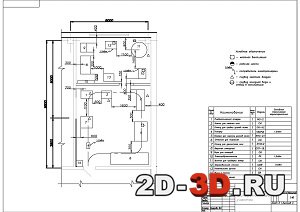 Шиноремонтный участок троллейбусного депо с разработкой технологии ремонта шины
Шиноремонтный участок троллейбусного депо с разработкой технологии ремонта шины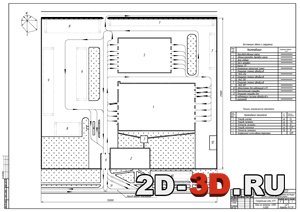 Проект комплексного автотранспортного предприятия на 250 автобусов с разработкой зоны текущего ремонта и кузнечно-рессорного участка
Проект комплексного автотранспортного предприятия на 250 автобусов с разработкой зоны текущего ремонта и кузнечно-рессорного участка Эксплуатация, ремонт и обслуживание двухостного вибрационного катка ДУ-84
Эксплуатация, ремонт и обслуживание двухостного вибрационного катка ДУ-84 Проектирование предприятия по эксплуатации и ремонту парка строительных машинРеконструкция участка ремонта топливной аппаратурыПроектирование предприятия автомобильного сервиса (СТО)Шиноремонтный участок троллейбусного депо с разработкой технологии ремонта шиныПроект комплексного автотранспортного предприятия на 250 автобусов с разработкой зоны текущего ремонта и кузнечно-рессорного участкаЭксплуатация, ремонт и обслуживание двухостного вибрационного катка ДУ-84Проектирование предприятия по эксплуатации и ремонту парка строительных машин
Проектирование предприятия по эксплуатации и ремонту парка строительных машинРеконструкция участка ремонта топливной аппаратурыПроектирование предприятия автомобильного сервиса (СТО)Шиноремонтный участок троллейбусного депо с разработкой технологии ремонта шиныПроект комплексного автотранспортного предприятия на 250 автобусов с разработкой зоны текущего ремонта и кузнечно-рессорного участкаЭксплуатация, ремонт и обслуживание двухостного вибрационного катка ДУ-84Проектирование предприятия по эксплуатации и ремонту парка строительных машин