
| Тип проекта | Учебный | Кол-во листов (чертежей) |
| Формат | AutoCAD, Word, dwg, docx | 24 (1) |
Организация, планирование и управление предприятием строительной индустрии
Курсовой проект
Список чертежей
Спецификация технологического оборудования
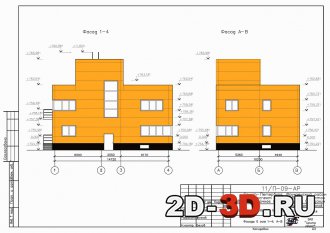
На предприятии предусмотрены уширенные подъезды к основным и вспомогательным помещениям. Все основные помещения находятся во взаимосвязи друг с другом по средствам специальных галерей, конвейеров, трубопроводов и т.д.
На территории предусмотрены: скамейки для отдыха возле административно-бытового корпуса.
Также предусмотрена посадка деревьев, кустарников, устройство клумб, обширных газонов. Для озеленения площадки предприятия применяются местные виды древесно-кустарниковых растений; для устройства газонов – местные виды трав.
Озеленение территории осуществляется таким образом, чтобы максимально изолировать помещения административно-бытового корпуса от вредных выбросов, которые могут произойти со стороны цехов основного производства и складов сырья и материалов, а также изолировать от выхлопов транспорта.
На территории завода существует сеть коммуникаций и инженерных сооружений различного назначения. Эти сети связывают в единую систему здания, которые находятся в одном технологическом процессе производства. По ним поставляют сырье в бетоносмесительный цех, арматуру и бетонную смесь в формовочный цех, производится подача электроэнергии, сжатого воздуха и пара.
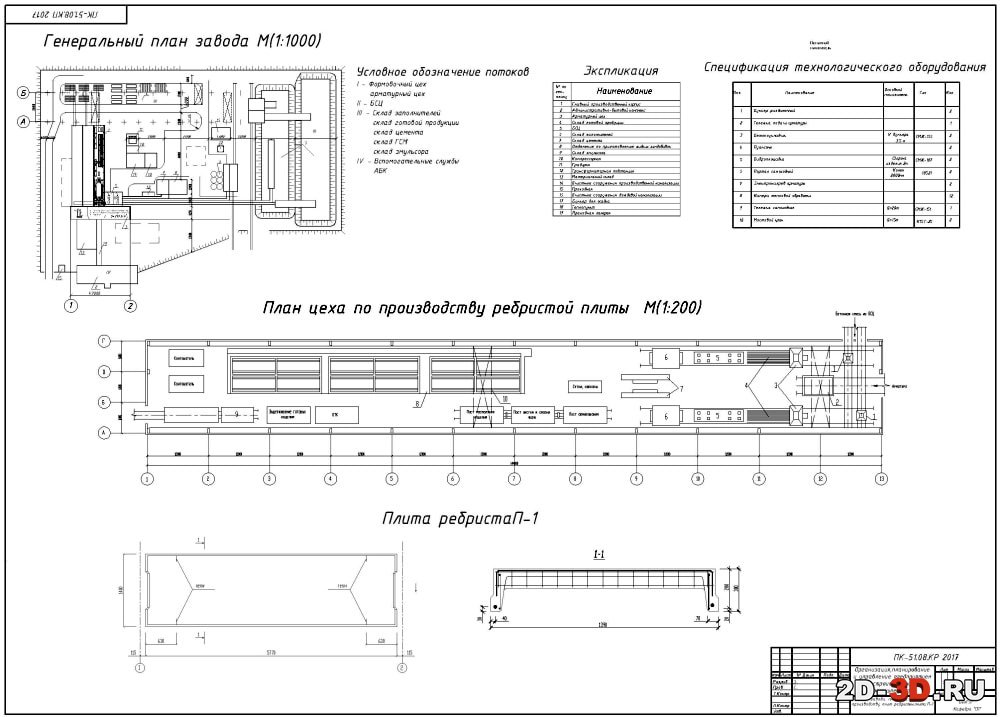
Принимаем две технологических линий.
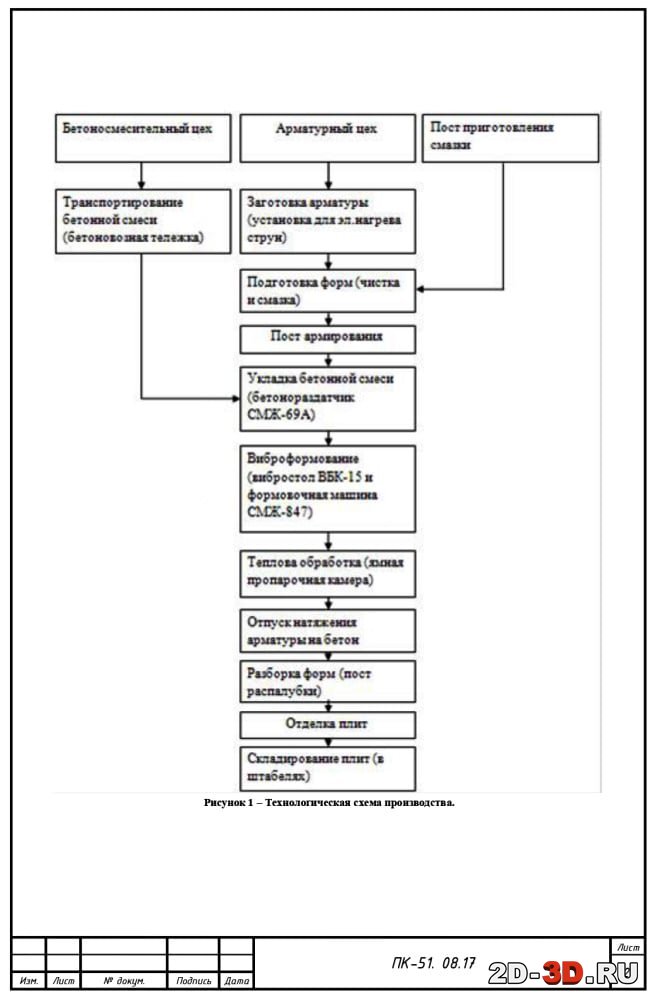
Агрегатно-поточные линии включают следующие посты:
При изготовлении предварительно напряженных изделий пост армирования может иметь установки для электроразогрева или механического натяжения арматуры. Помимо основных постов в цехе предусматривают промежуточные склады для хранения арматурных стержней, сеток, каркасов, утеплителя, резервных форм, выдерживания изделий и т. п., а также участки контроля готовых изделий, ремонта и комплектации. Перемещение форм, готовых изделий и выполнение других транспортных операций в пролетах формовочного цеха осуществляется с помощью мостовых кранов.
Процесс изготовления изделий на агрегатно-поточных линиях складывается из таких последовательных операций. Подготовленную форму с установленной в ней арматурой формоукладчиком подают на виброплощадку и закрепляют на ней с помощью прижимов или электромагнитов. Бетоноукладчик, двигаясь над формой, в один или несколько проходов укладывает в нее смесь и разравнивает поверхность изделия. Одновременно с помощью виброплощадки смесь уплотняют. Форму с изделием мостовой кран переносит в свободную ямную камеру для ТВО. В одном пролете цеха обычно размещают два поста, и загрузка камер изделиями производится поочередно с каждого из них. В зависимости от объема камер и габаритов изделий в одной камере может поместиться от двух-трех до 12 форм и более. Продолжительность пропаривания 8-12 ч. После этого формы из камер второй мостовой кран переносит на пост расформовки. У форм открывают борта обрезают концы арматуры у предварительно напряженных изделий и тем же краном изделие снимают с поддона и транспортируют на промежуточный склад для выдержки, осмотра и маркировки. Форму счищают, смазывают, закрывают борта, укладывают и, если требуется, напрягают арматуру и переносят краном на промежуточный склад подготовленных форм или сразу на формоукладчик. Затем цикл повторяется.
Содержание пояснительной записки
1. Расчет среднегодовой производственной мощности строительной организации за базисный год
2. Определение производственной мощности строительной организации на конец базисного года, на начало планового периода
3. Определение производственной мощности строительной организации в среднем на плановый период
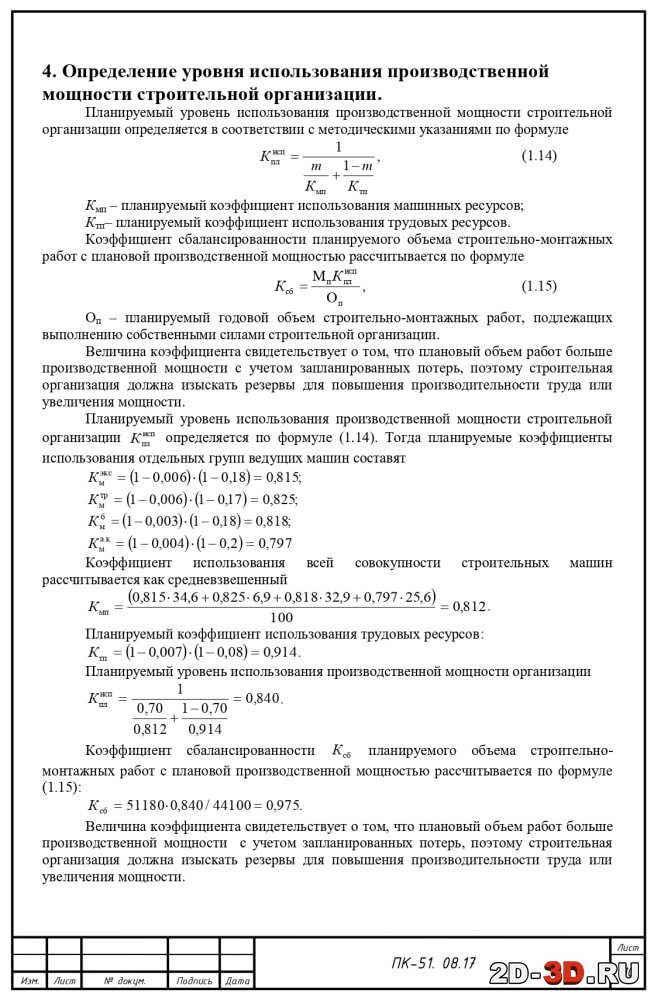
4. Определение уровня использования производственной мощности строительной организации
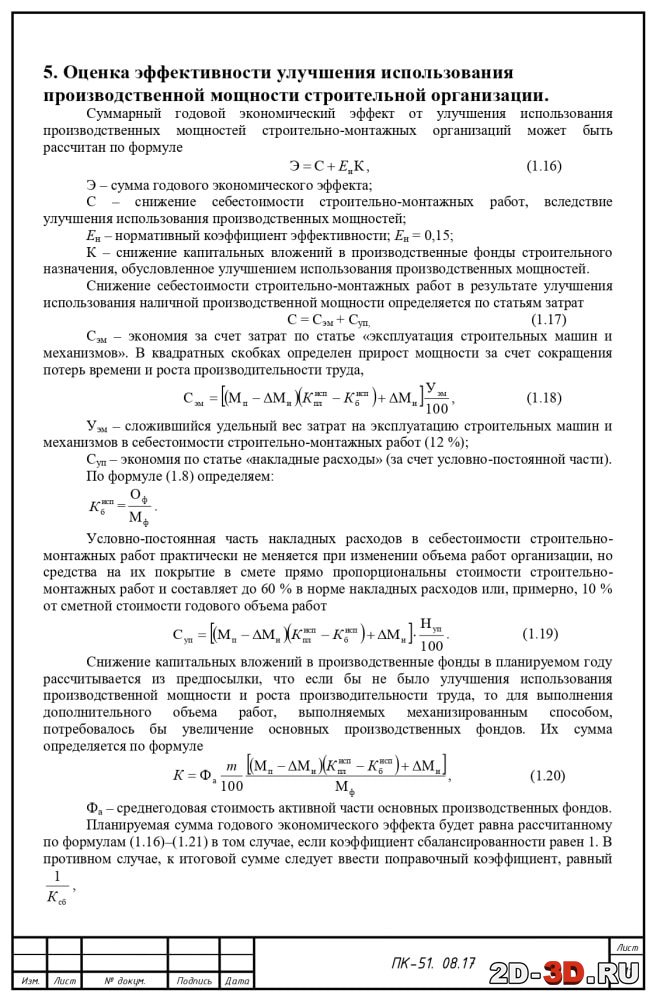
5. Оценка эффективности улучшения использования производственной мощности строительной организации
6. Разработка мероприятий по внедрению НТП на предприятии стройиндустрии
7. Технологическая схема предприятия стройиндустрии
8. Генплан предприятия
Список литературы
Скачать:
| Тип проекта | Учебный | Кол-во листов (чертежей) |
| Формат | AutoCAD, Word, dwg, docx | 24 (1) |
 Автотранспортное предприятие 382,4 м2
Автотранспортное предприятие 382,4 м2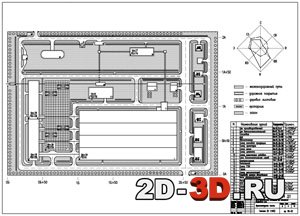 Завод железобетонных конструкций для инженерного оборудования улиц
Завод железобетонных конструкций для инженерного оборудования улиц Проектирование цеха по производству насосов
Проектирование цеха по производству насосов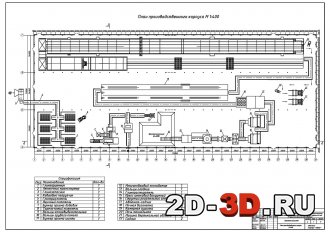 Проектирование завода по производству крупноформатного керамического камня
Проектирование завода по производству крупноформатного керамического камня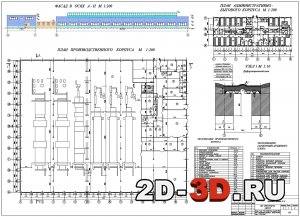 Хлебозавод
Хлебозавод Техническое перевооружение ЗАО «КСМ-1»
Техническое перевооружение ЗАО «КСМ-1»