Формат файлов: dwg, AutoCAD, cdw, Компас, doc, word
Кол-во чертежей: 3
Теги: Ремонт оборудования Коробка передач
Категории: Ремонтные чертежи / Технология машиностроения. Изготовление и восстано
| Тип проекта |
Курсовой проект |
Кол-во листов (чертежей) |
| Формат |
dwg, AutoCAD, cdw, Компас, doc, word |
60 |
Разработка технологического процесса ремонта (восстановления) детали: коробка дифференциала 52-2303015
Курсовая работа
Курсовой проект: 60 с., таблиц 3, рисунков 7, использованных источников 17. Графическая часть – 3 листа формата А1.
Ключевые слова; коробка дифференциала, разборка; роликоподшипник, полуосевая шестерня, износ; очистка; дефектация; восстановление; оборудование; технологический процесс, комплект документов.
Объектом исследования является коробка 52-2303015.
Цель курсового проекта – разработка перспективного технологического процесса восстановления коробки 52-2303015.
Приведен анализ конструкции, условий работы и неисправностей коробки 52-2303015. Предложена рациональная последовательность выполнения разборочных работ при ее ремонте.
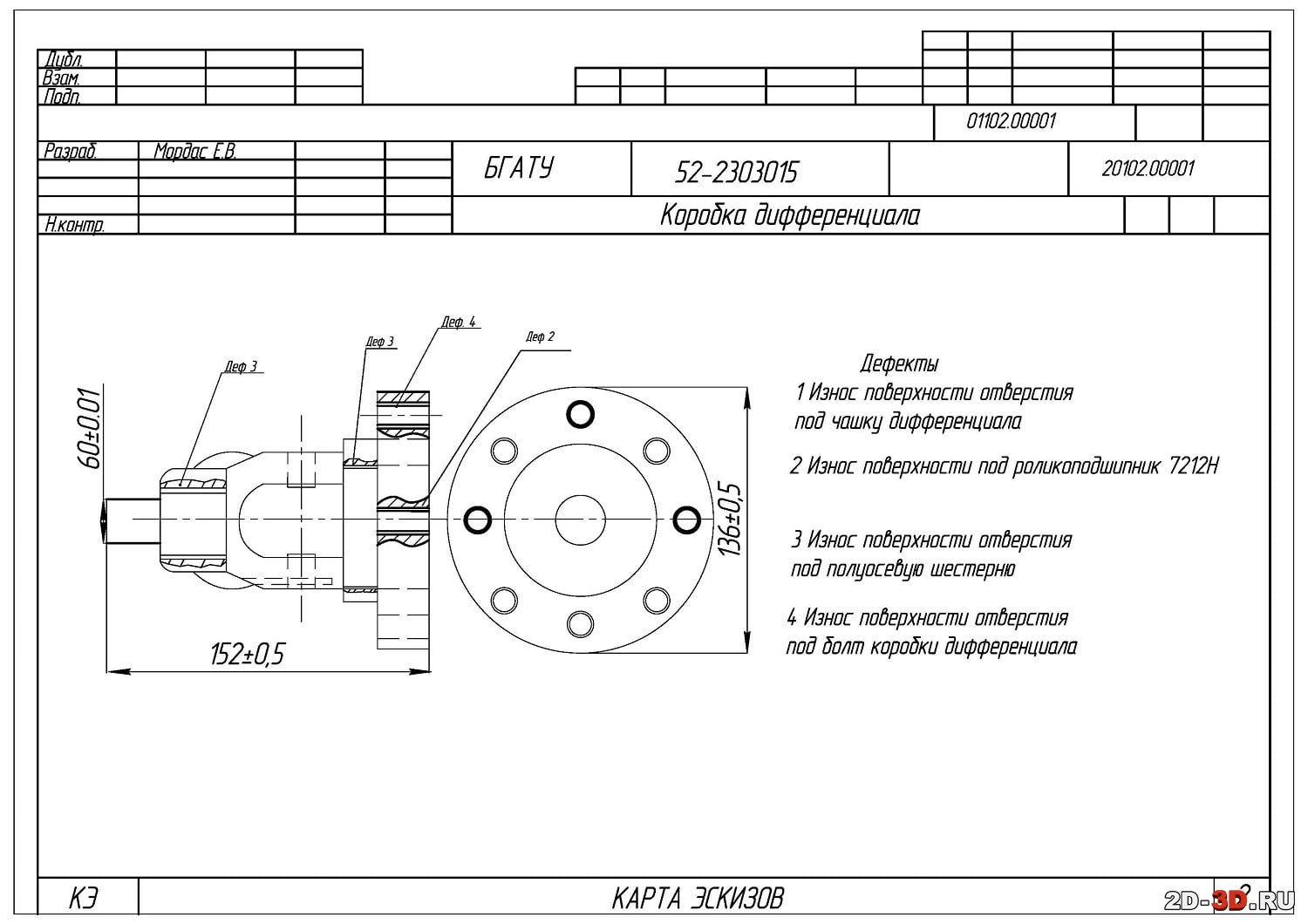
На основании анализа дефектов и возможных способов их устранения разработан перспективный технологический процесс восстановления отверстия под чашку дифференциала, под болт коробки дифференциала, под полуосевую шестерню. Приведено ее сравнение с базовым (аналогом) технологическим процессом, применяемым на ремонтных предприятиях.
В ходе выполнения проекта разработаны технологические процессы дефектации и восстановления детали. Обоснованы необходимый измерительный инструмент, методы обнаружения дефектов и способы восстановления детали. Разработан маршрут восстановления детали, рассчитаны технологические режимы и нормы времени. Предлагаемый технологический процесс выгодно отличается от базового за счет применения прогрессивных технологических решений при очистке, дефектации и инновационной технологии восстановлений посадочных мест под подшипники электроискровым легированием, позволяющий повысить износостойкость восстанавливаемых поверхностей более чем в два раза и снизить себестоимость восстановления.
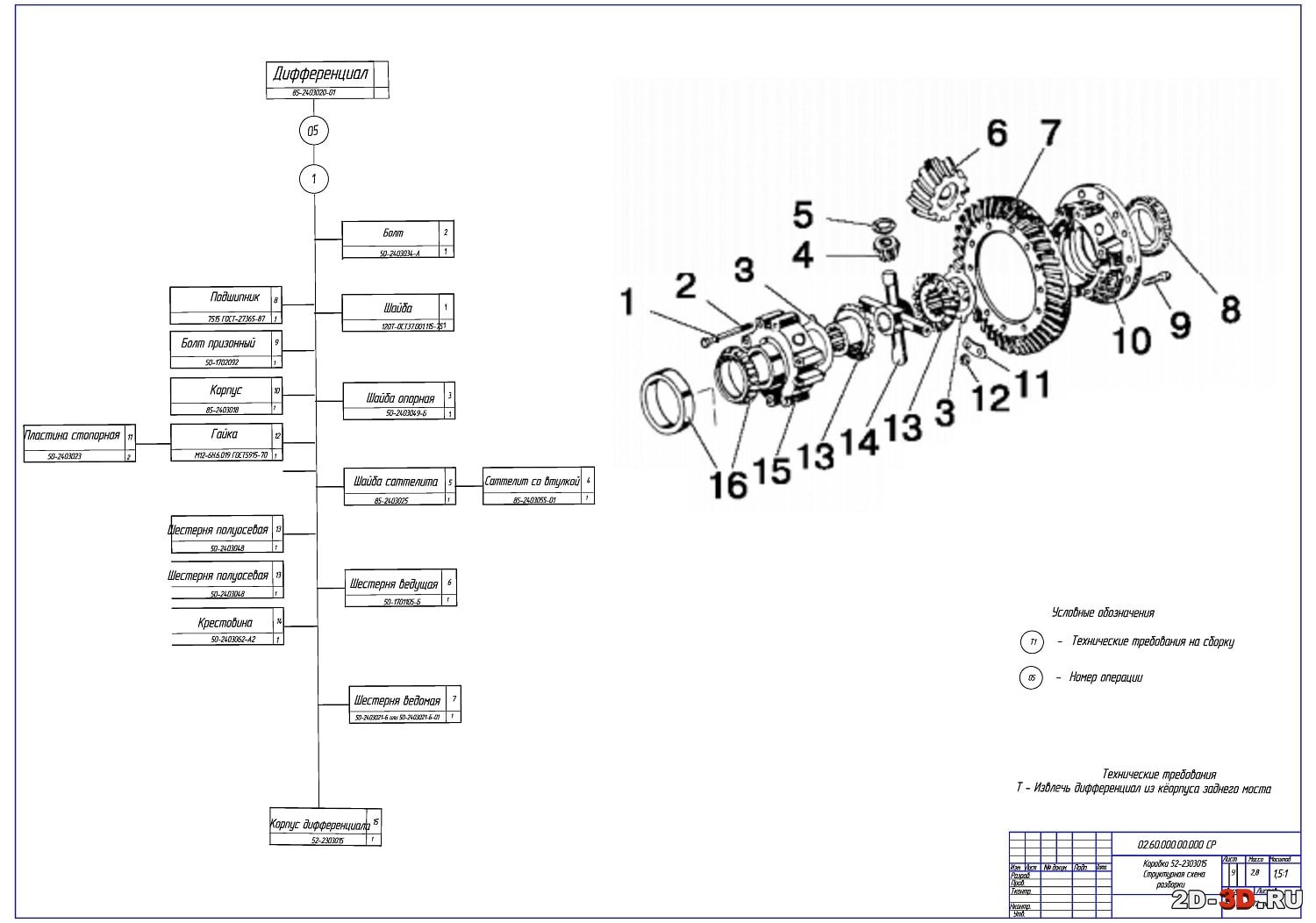
Список чертежей в Автокаде и Компасе:Структурная схема разборки коробки 52-2303015
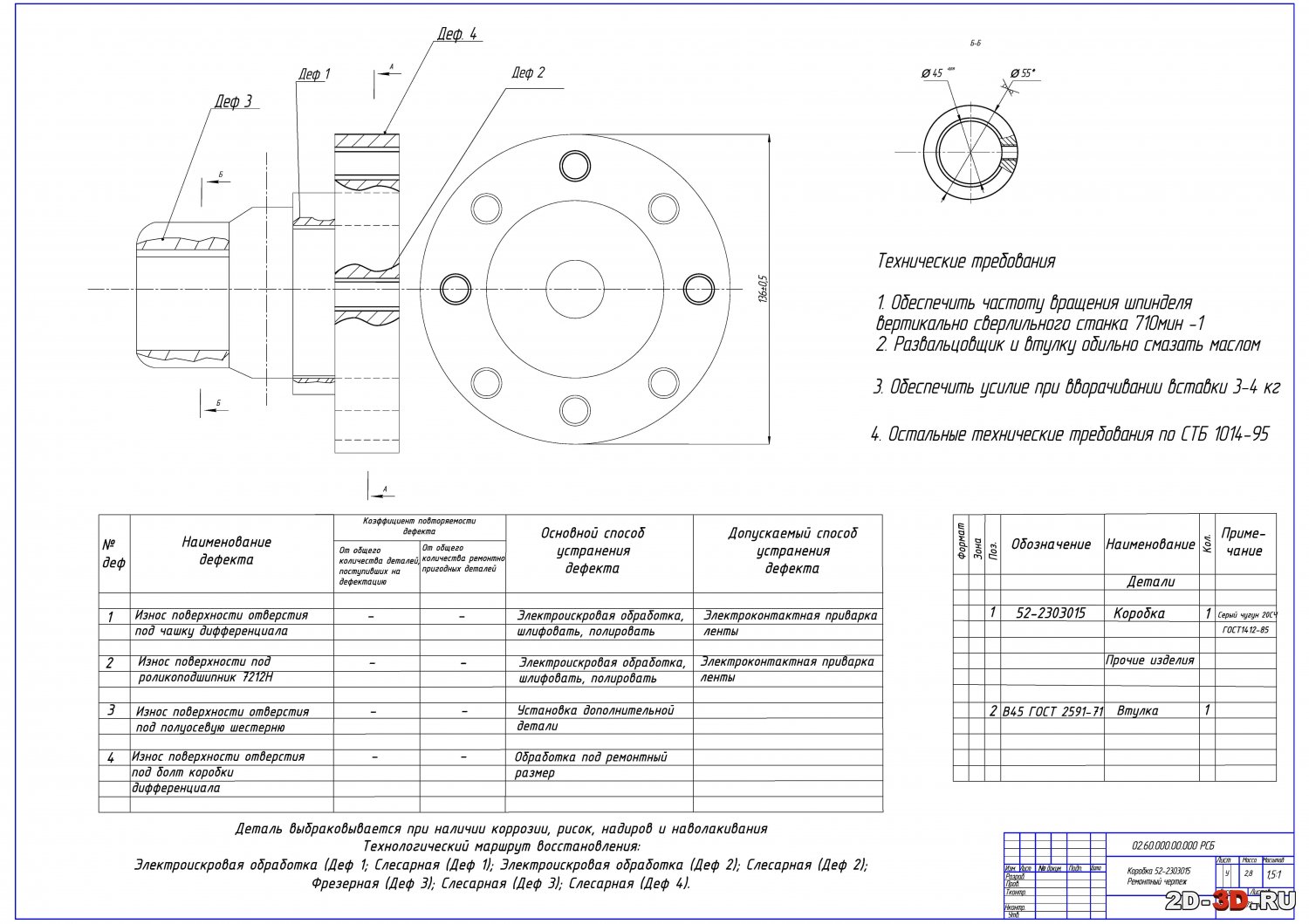
Ремонтный чертёж детали коробки
Схема ТП восстановления детали
Технологический процесс восстановления коробки дифференциала 52-2303015 на 12 листах.
Содержание расчетно-пояснительной записки:Введение
1 Анализ конструкции, принцип работы и основные неисправности сборочной единицы
2 Разработка структурной схемы разборки и маршрута доступа к ремонтируемой детали
3 Разработка технологического процесса очистки (мойки) детали
3.1 Обоснование требований к качеству очистки и способов ее контроля
3.2 Характеристика загрязнений и выбор способов очистки детали
3.3 Выбор оборудования, средств и режимов технологического процесса очистки (мойки)
4 Разработка технологического процесса дефектации детали
4.1 Анализ конструкции и условий работы детали
4.2 Виды и характеристика устранимых и неустранимых дефектов детали
4.3 Выбор способов и средств контроля дефектов
4.4 Разработка карты дефектации и ремонта
5 Проектирование технологического процесса ремонта (восстановления) детали
5.1 Описание и анализ аналога технологического процесса ремонта (восстановления) детали
5.2 Обоснование принятых способов устранения дефектов ремонтируемой детали
5.3 Выбор технологических баз и обоснование последовательности устранения дефектов
5.4 Выбор средств технологического оснащения и расчет режимов выполнения технологических операций
5.5 Техническое нормирование основных операций
5.6 Оформление технологического процесса и ремонтного чертежа детали
Заключение
Список использованных источников
Курсовой проект по дисциплине «Технология ремонта машин»
на тему: «Разработать технологический процесс ремонта (восстановления) детали: коробка 52-2303015. Материал: СЧ 20; масса: 2,80 кг; твердость: 193 HB не менее (дефекты: 1-4)»
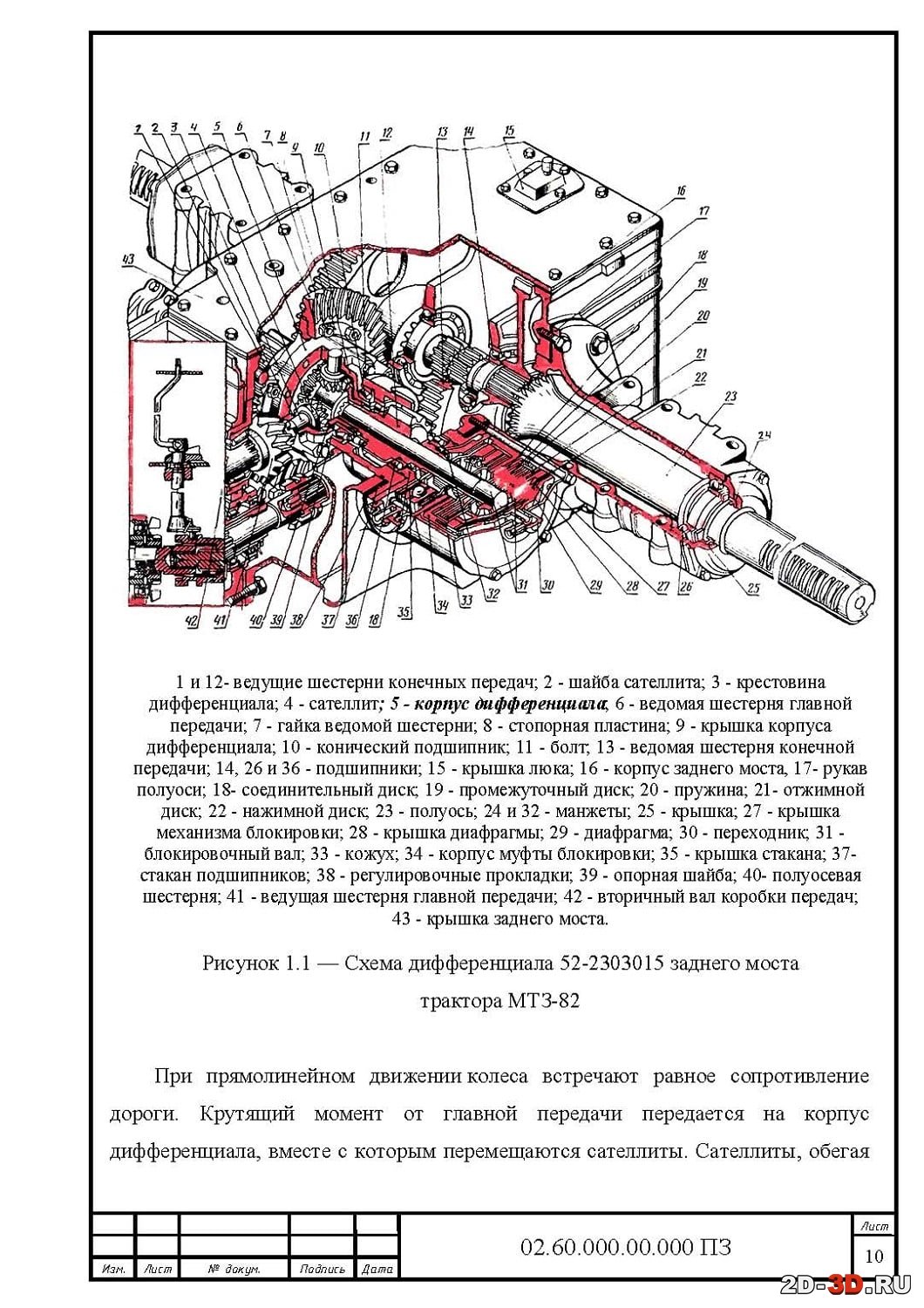
На основании анализа конструкции и условий работы дифференциала 52-2303015 установлены причины возникновения отдельных неисправностей, из-за конструктивных, производственных и эксплуатационных ошибок приводящие к потере его работоспособности.
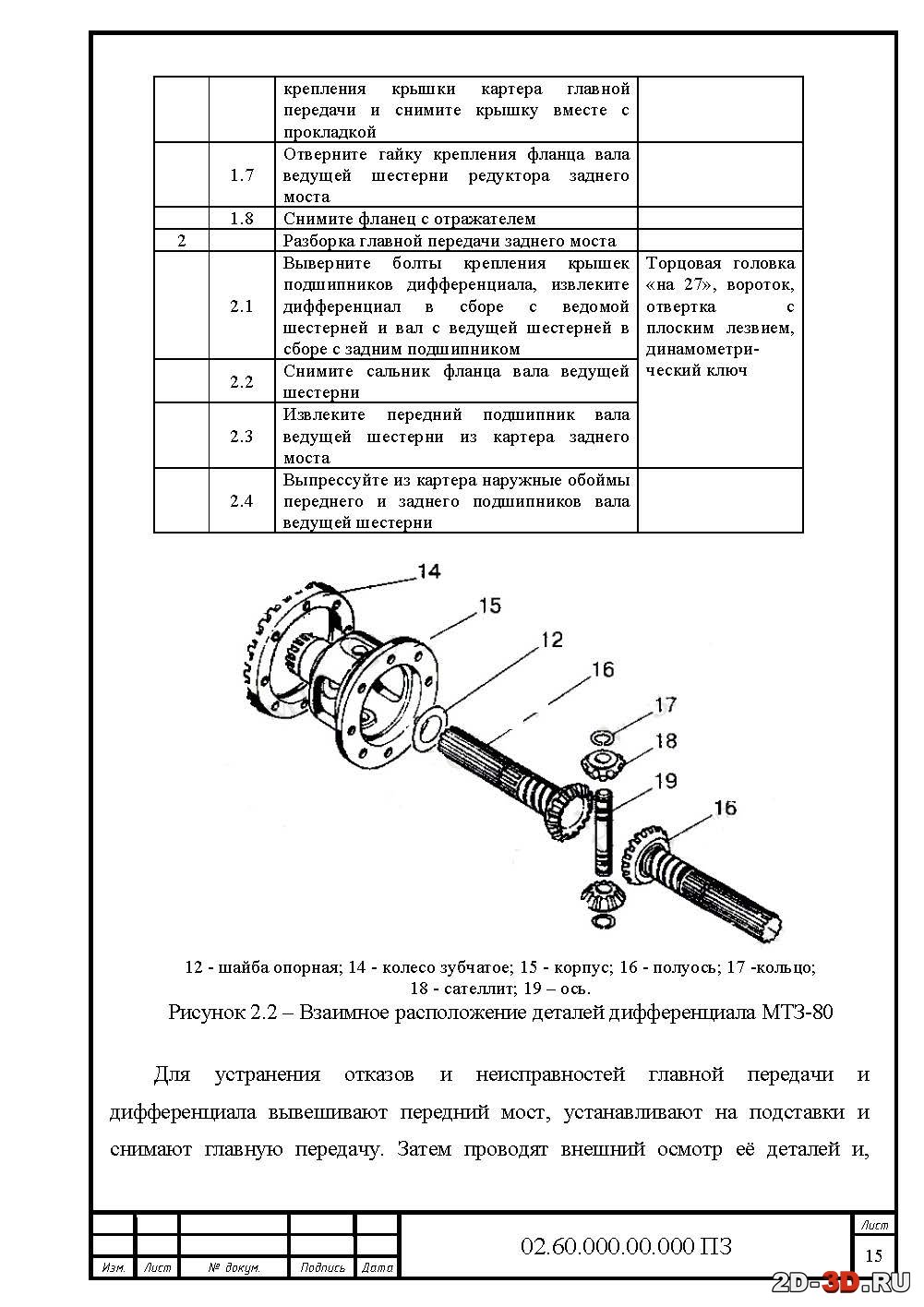
Для выполнения ремонтных работ требуется произвести демонтаж дифференциала 52-2303015 с трактора согласно рекомендуемой в проекте последовательности.
Разработана структурная схема разборки дифференциала 52-2303015 для условий ремонтного предприятия, предусматривающая рациональную последовательность выполнения разборочных работ с применением универсального ремонтно-технологического оборудования, оснастки и инструмента.
С целью повышения качества ремонта предложен технологический процесс очистки деталей на основе применения прогрессивного моечного оборудования, средств очистки и рациональных режимов мойки.
Проанализированы условия работы детали и возможные дефекты, включающие: износ поверхности отверстия под чашку дифференциала; износ поверхности под роликоподшипник 7212Н; износ поверхности отверстия под полуосевую шестерню; износ поверхности отверстия под болт коробки дифференциала.
Разработана карта дефектации и ремонта детали с указанием методов установления дефектов, средств контроля и технических требований на восстанавливаемые поверхности детали.
При этом установлено, что для дифференциала 52-2303015 выбраковочными признаками будут являться наличие на детали коррозии, рисок, надиров и наволакивания.
На основании анализа возможных способов восстановления поверхностей детали, с учетом технологического, технического и технико-экономического критериев, обоснованы рациональные способы восстановления отдельных дефектов детали.
Для восстановления посадочных мест под подшипники рекомендуется использовать электроискровую обработку как наиболее экономичный, экологичный и повышающий износостойкость более чем в два раза способ.
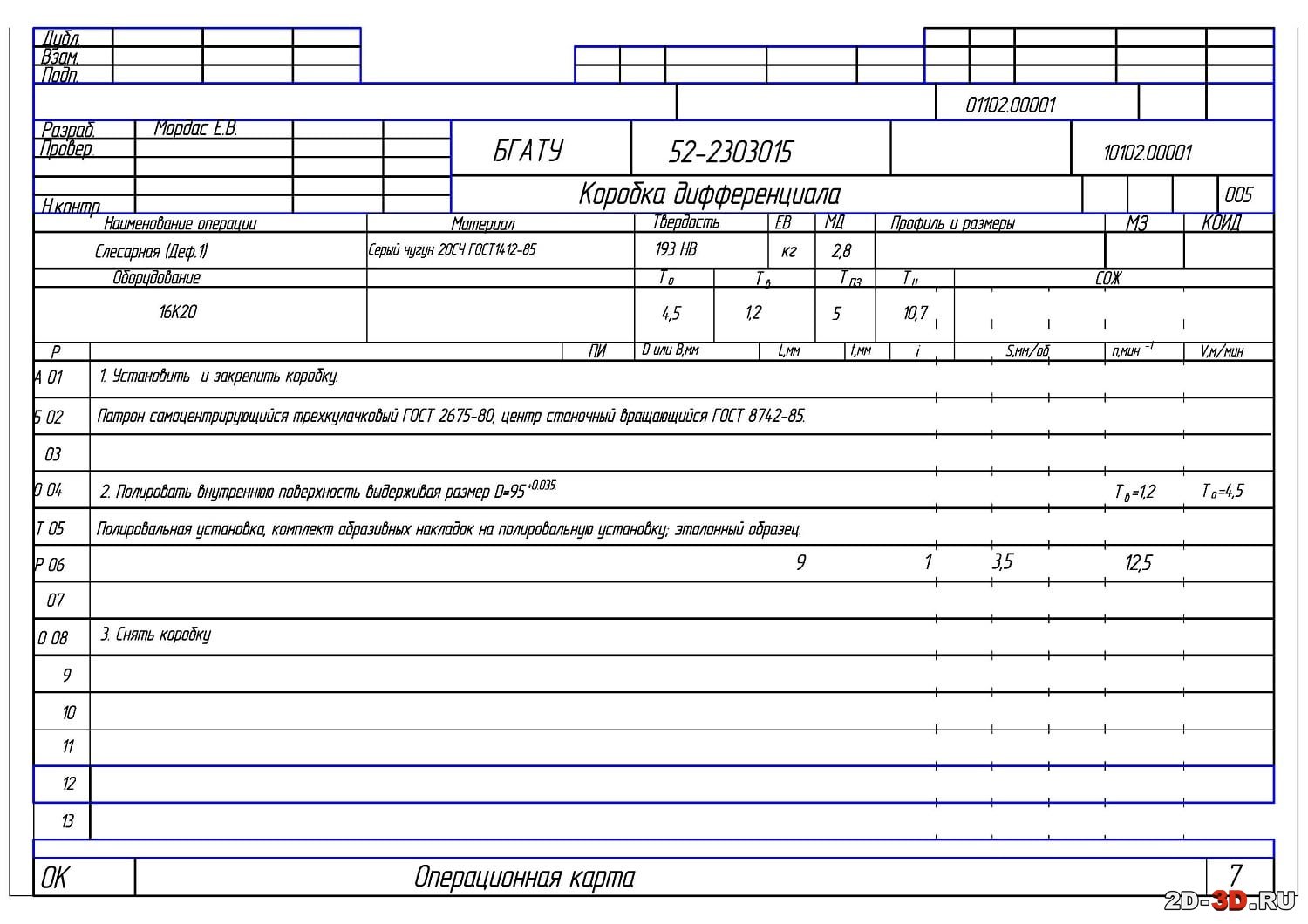
Разработан технологический маршрут восстановления дифференциала 52-2303015, предусматривающий рациональную последовательность выполнения операций, обоснование режимов и средств технологического оснащения. Для каждой из операций выполнено техническое нормирование работ.
Предлагаемый технологический процесс выгодно отличается от базового, применяемого на ремонтных предприятиях, за счет применения прогрессивных технологических решений при очистке, дефектации и инновационной технологии восстановления посадочных мест под подшипники электроискровым способом (ЭИО).
Применение электроискровую обработку упрощает технологию, значительно повышает эффективность и дает возможность восстанавливать размеры и эксплуатационные параметры деталей. Износостойкость восстанавливаемых поверхностей увеличивается более чем в 2 раза при снижении себестоимости восстановления детали в целом. Предлагаемая технология обеспечивает 100%-ный ресурс восстанавливаемой детали.
| Тип проекта |
Курсовой проект |
Кол-во листов (чертежей) |
| Формат |
dwg, AutoCAD, cdw, Компас, doc, word |
60 |

 Ремонт корпуса дифференциала МТЗ-80
Ремонт корпуса дифференциала МТЗ-80 Восстановление картера коробки передач автомобиля ЗИЛ-130
Восстановление картера коробки передач автомобиля ЗИЛ-130 Раздаточная коробка передач газ 66
Раздаточная коробка передач газ 66 Сборка цилиндрического редуктора
Сборка цилиндрического редуктора Проектирование технологического процесса механической обработки корпуса редуктора
Проектирование технологического процесса механической обработки корпуса редуктора Редуктор ПК-2202 технологический процесс
Редуктор ПК-2202 технологический процесс