
| Тип проекта | Учебный | Кол-во листов (чертежей) |
| Формат | Компас-3D, cdw,doc | 33 (5) |
Модернизация главного привода токарно-винторезного станка мод. КА280 (16К20) с целью повышения производительности
Курсовой проект
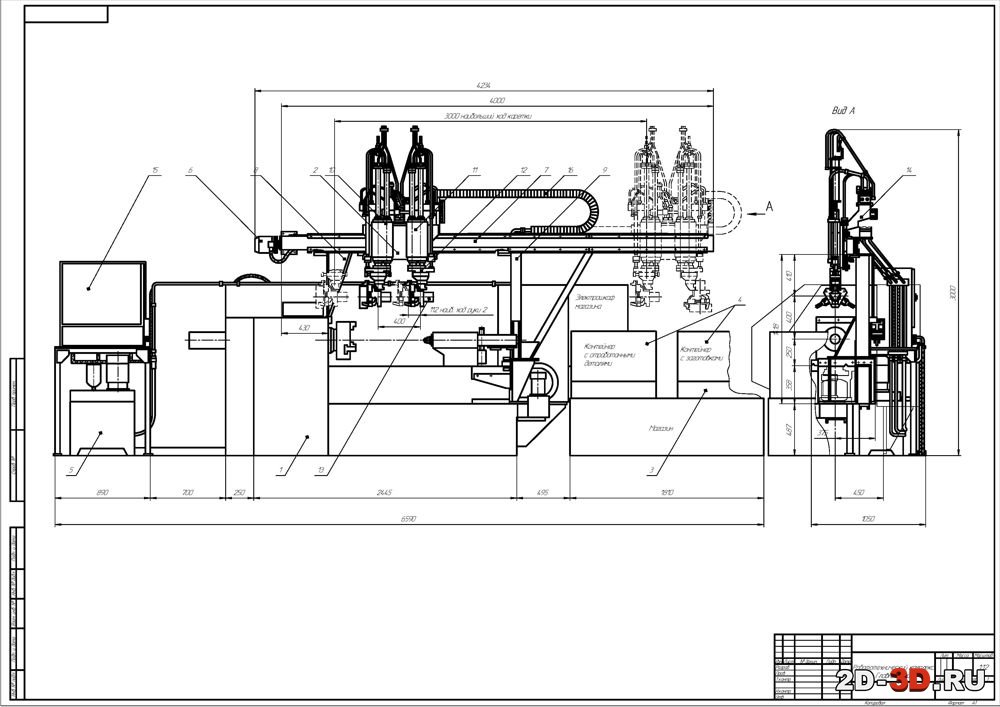
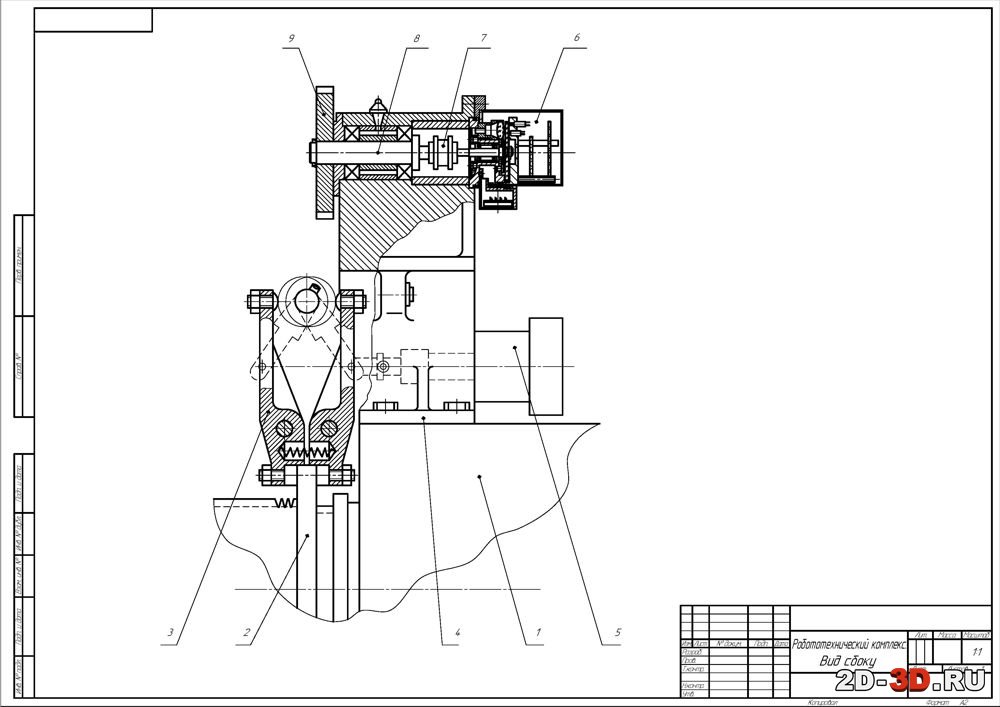
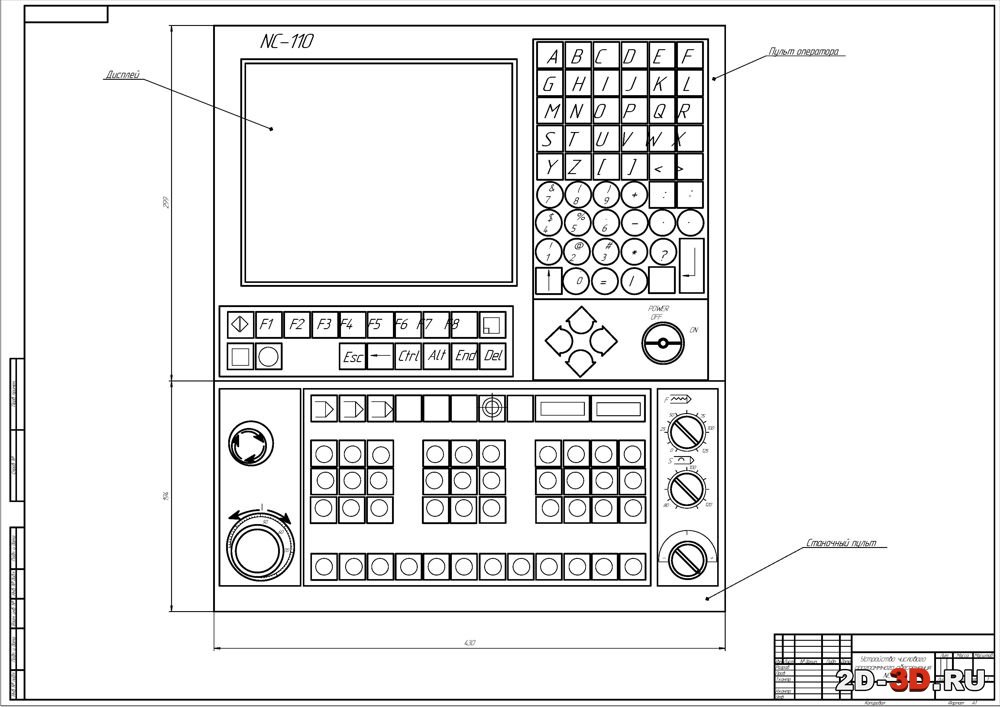
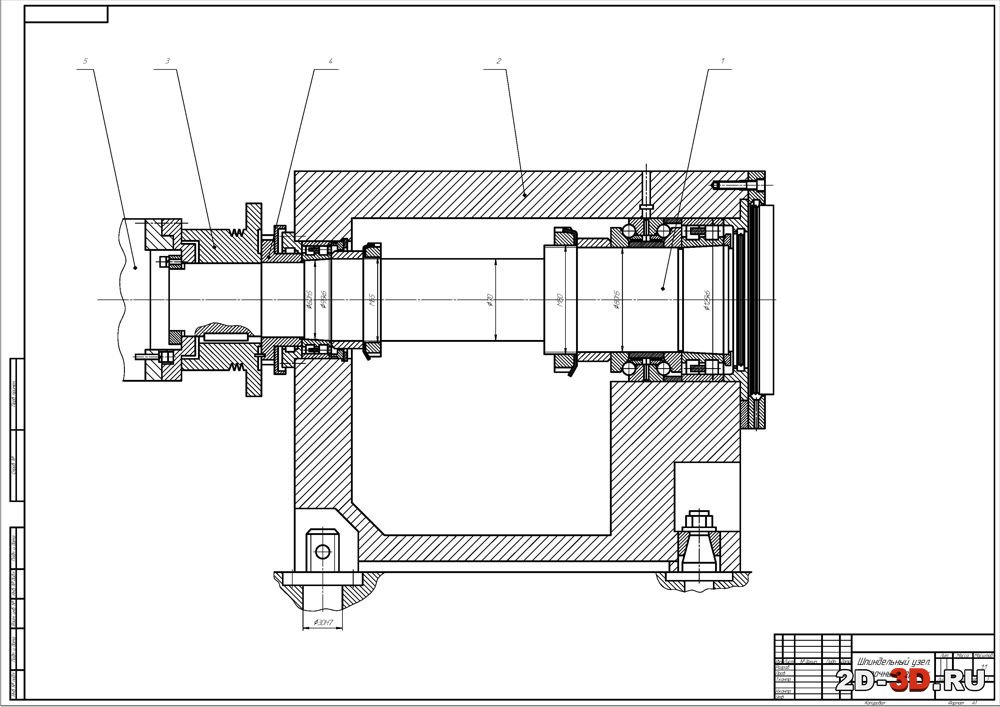
Список чертежей: кинематическая схема привода главного движения, главный вид робототехнического комплекса, робототехнический комплекс вид сбоку, шпиндельный узел, устройство числового программного обеспечения NC-110, спецификация.
За базовый станок принимаем универсальный токарно-винторезный станок КА280, который является аналогом станков 1К62, 16К20, МК6056, 16Р25П.
Станок КА-280 нормального класса точности предназначен для механической обработки различных деталей из стали, чугуна, цветных металлов, а также закаленных деталей, требующих применения тяжелых режимов резания (например, из жаропрочных и инструментальных сталей).
На станке выполняются токарные, резьбонарезные (нарезки метрической, дюймовой, модульной резьбы) и сверлильные работы.
Основные технические характеристики станка:
Класс точности по ГОСТ 8.401-80, (Н, П, В, А, С) Н
Расстояние между центрами, мм 500
Наибольший диаметр заготовки, мм:
– над станиной 400
– над суппортом 220
– над вырезом в станине 630
Наибольший диаметр обрабатываемого прутка, проходящей через отверстие шпинделя, мм 52
Границы шагов:
– резьбометричных, мм 0,5…112
– модульных, модуль 0,5…112
– дюймовых, ниток/дюйм 56…0,25
Пределы частот вращения шпинделя, об/мин 12,5…1600
Пределы подач, мм/об:
– продольных 0,05…2,8
– поперечных 0,025…1,4
– верхней каретки 0,015…0,8
Количество подач 23
Количество частот вращения шпинделя 22
Конус Морзе шпинделя № 6
Наибольшая масса устанавливаемой заготовки с учетом массы закрепляемых элементов, кг:
– в патронах 100
– в центрах 400
Мощность двигателя привода главного движения, кВт 7,5
Габаритные размеры станка, мм:
– длина 3295
– высота 1275
– ширина 1190
Масса станка, кг 3340
Станок мод. К280 имеет основные движения:
– главное движение – вращение шпинделя с заготовкой выполняется основным электродвигателем через клиноременной передачи и коробку скоростей;
– продольная подача – перемещение продольного суппорта по направляющим станины от ходового вала или ходового винта обеспечивается за счет отбора мощности от шпинделя;
– поперечная подача – перемещение поперечного суппорта по направляющим на продольном суппорте;
– вспомогательные движения – быстрые перемещения суппортов от вспомогательного электродвигателя через клиноременной передачи.
Главный привод станка КА280 использует автоматическую коробку скоростей (АКШ). Она находится между двигателем, который закреплен на подмоторный плите, и шпинделем. Двигатель имеет ступенчатое регулирование.
Конструкция модернизированного привода использует широко-регулируемый двигатель. Такая конструкция является наиболее совершенной, так как имеет минимальное количество кинематических элементов, а именно: двигатель, два шкива и поликлиновой пасс. Двигатель, установленный на подмоторный плите, позволяет с помощью винтовой пары регулировать натяжение ремня. Плита к станине закрепляется винтами.
Датчик обратной связи по скорости оборотов шпинделя закреплен на кронштейне на шпиндельной бабке. Шкивами и зубчатым ремнем датчик связан со шпинделем Скоростные возможности привода предоставляют эксплуатации станка некоторые особенности. Если технологический процесс обработки детали включает работу на максимальных частотах вращения, то чтобы предотвратить перегрузку привода рекомендуется в управляющую программу заложить «поэтапный» набор скорости от состояния покоя. Кроме того, после длительной остановки станка (при включении после многочасового простоя, после выходных дней) рекомендуется перед началом работы прогревать шпиндельный узел последовательным включением по 5 минут ступенчато увеличивающийся частоты вращения так, чтобы общее время составлял 15…25 мин.
Содержание расчетно-пояснительной записки:
Задание
Введение
1 Базовый станок и его главный привод
2 Модернизированный повод
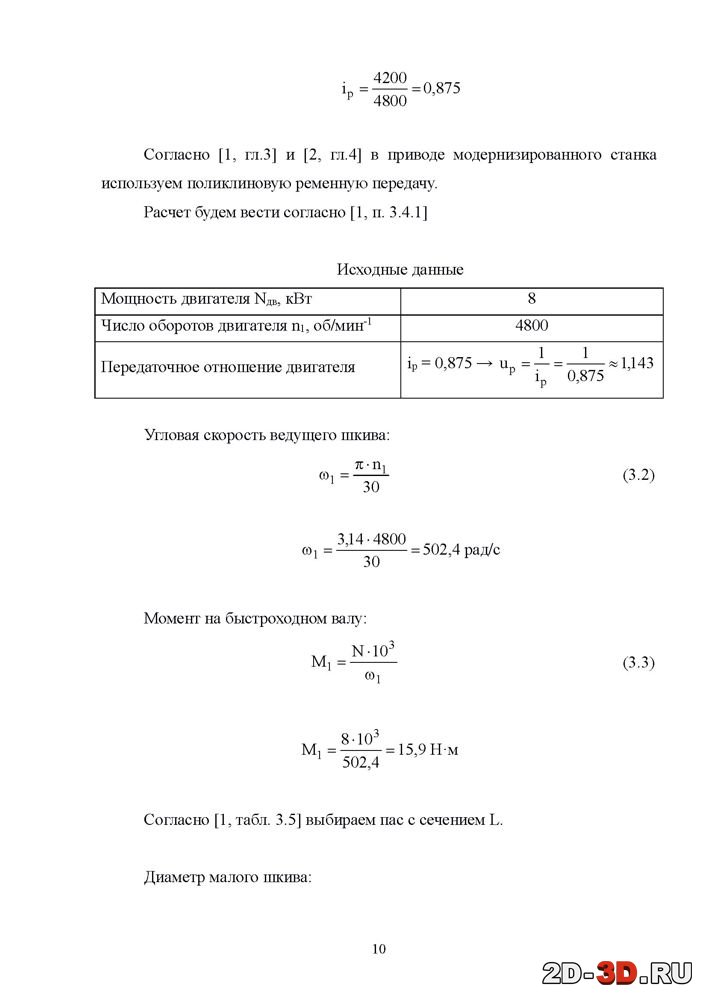
Кинематический расчет модернизированного привода
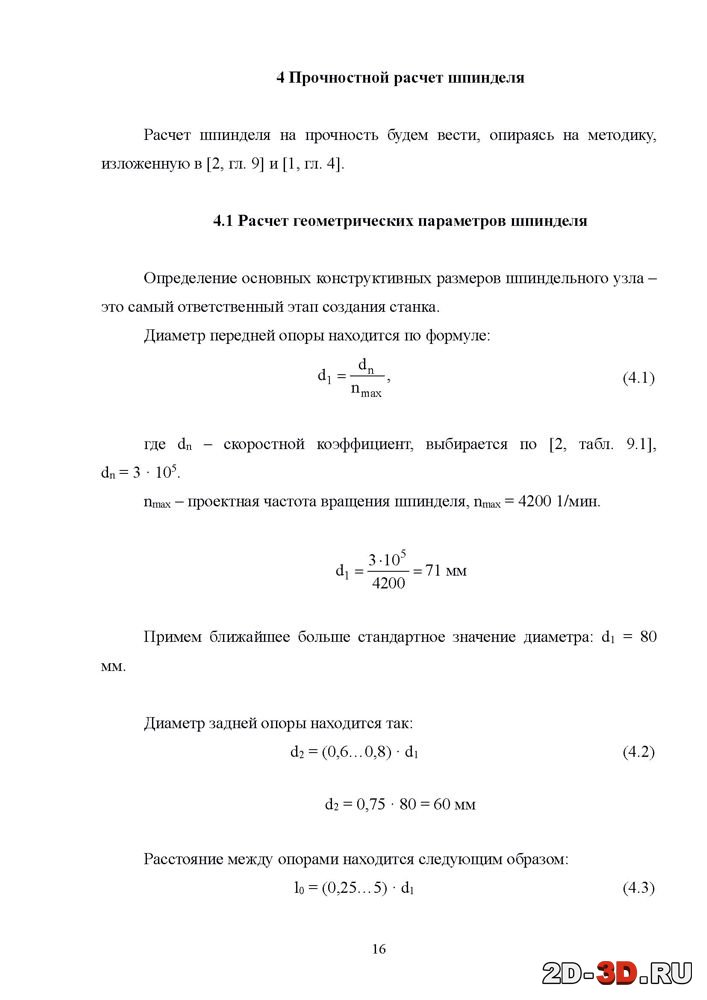
4 Прочностной расчет шпинделя
4.1 Расчет геометрических параметров шпинделя
4.2 Проверка прочности и расчет радиальной жесткости шпиндельного узла
4.3 Расчет осевой жесткости шпиндельного узла
5 Смазка
6 Характеристика робототехнического комплекса
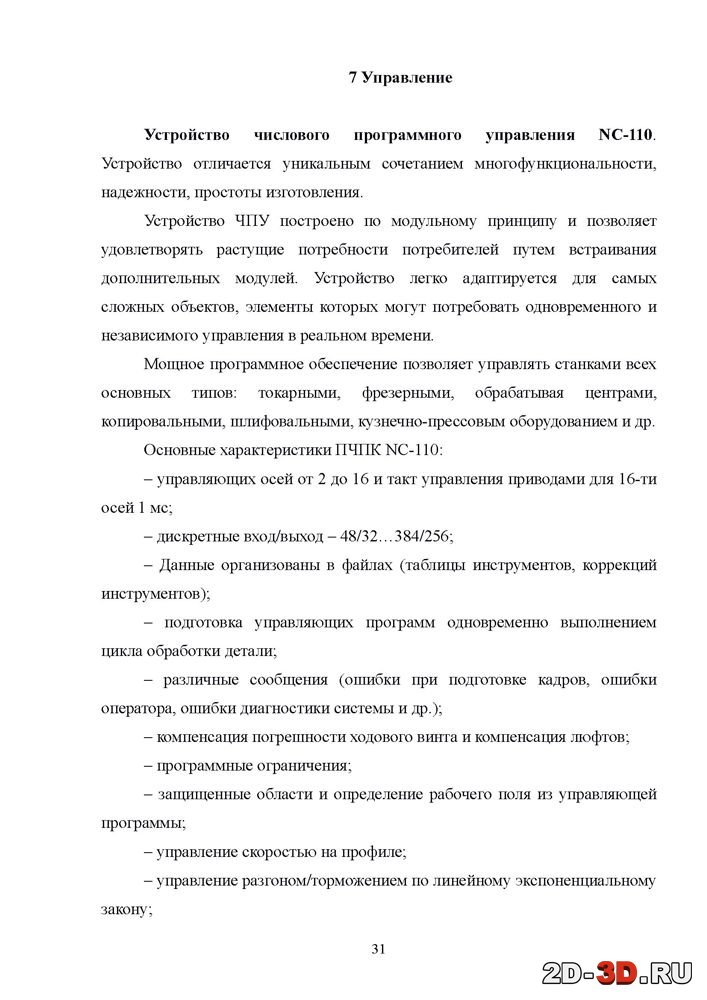
7 Управление
Список используемой литературы
| Тип проекта | Учебный | Кол-во листов (чертежей) |
| Формат | Компас-3D, cdw,doc | 33 (5) |
 Токарно-винторезный станок 16К20
Токарно-винторезный станок 16К20 Модернизация плоскошлифовального станка
Модернизация плоскошлифовального станка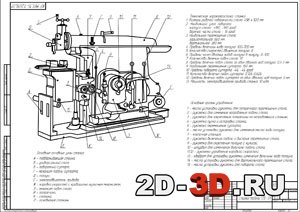 Поперечно-строгальный станок СПС-01
Поперечно-строгальный станок СПС-01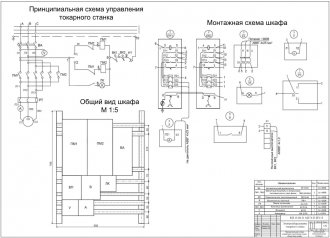 Электрооборудование токарного станка
Электрооборудование токарного станка Токарно-карусельный одностоечный станок с ЧПУ мод. 1512Ф3
Токарно-карусельный одностоечный станок с ЧПУ мод. 1512Ф3 Расчёт главного привода токарно-винторезного станка модели 1720П
Расчёт главного привода токарно-винторезного станка модели 1720П