Формат файлов: .SLDDRW .SLDPRT SolidWorks, .docx Word, .pdf
Кол-во 3D моделей: 1
Кол-во чертежей: 1
Теги: ДГМА
Категории: Технология машиностроения. Изготовление и восстано / 3d модели Solidworks
| Тип проекта |
Учебный |
Кол-во листов (чертежей) |
| Формат |
.SLDDRW .SLDPRT SolidWorks, .docx Word, .pdf |
24 (1) |
Проектирование технологического процесса литья детали венец барабана
Расчетно-графическая работа по дисциплине: «Теоретические основы формообразования»
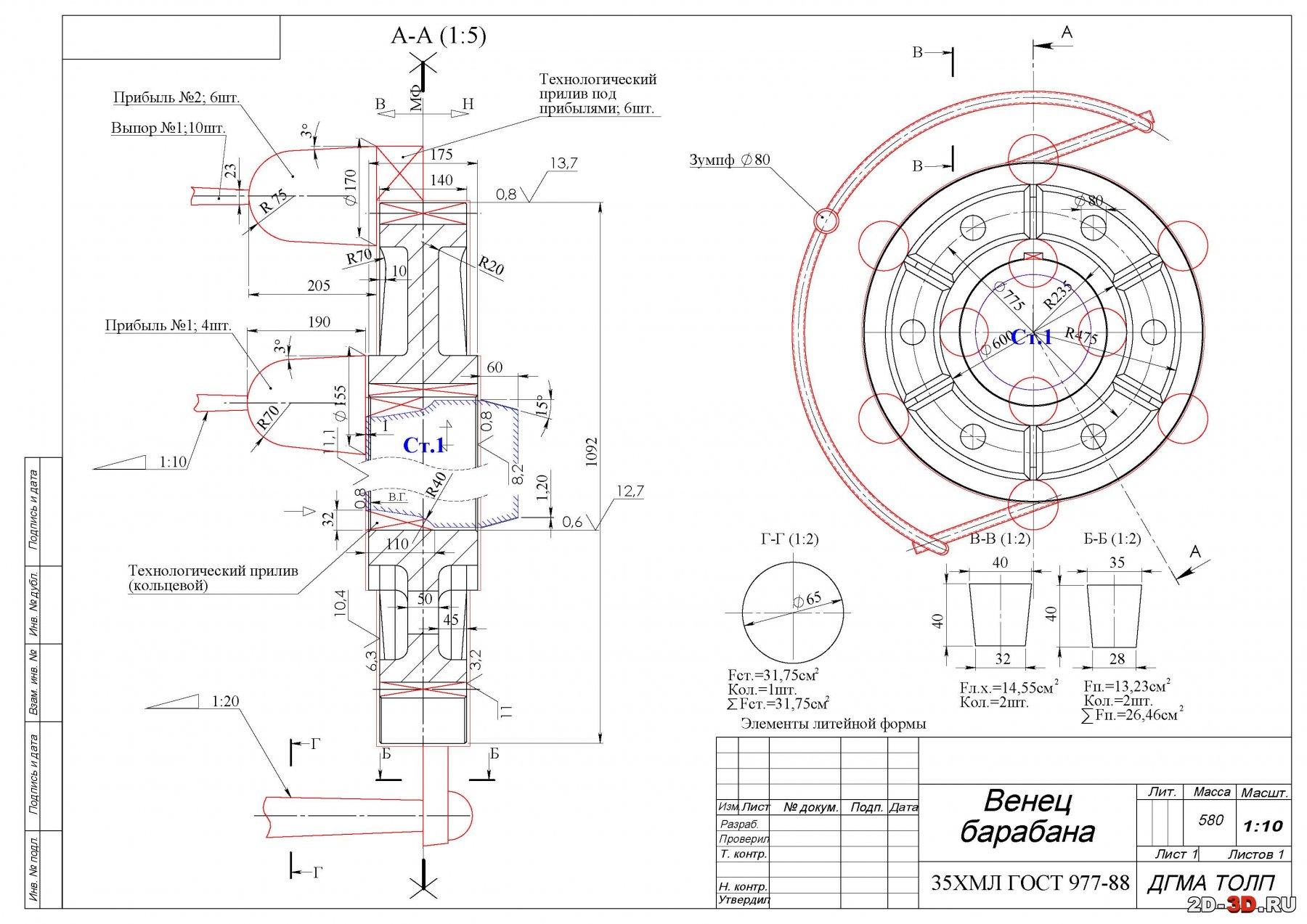
Материал отливки: Сталь 35ХМЛ ГОСТ 977-88
Годовой план: 1000 шт.
Масса – 580 кг.
Данная отливка относится ко II группе отливок по массе. При годовом плане 1000 шт и второй группе по массе, находим тип производства – серийный. В данном случае рационально применить машинную формовку на машине литейной формовочной встряхивающий с поворотом полуформы мод. 22505, которая широко применяется в литейном производстве и может быть установлена в литейном цехе как самостоятельно, так и вмонтирована в формовочную линию.
Данная отливка изготавливается в разовой форме состоящей из верхней и нижней полуформ, образуя полость отливки ограниченной стенками полуформ и стержнем. Для вывода газа из формы при её заливке в верхней полуформе делаются наколы, на прибылях устанавливают выпора, которые служат для: уменьшения динамического давления металла на поверхность формы, вывода газов и сигнализирует об окончании процесса заливки. Газы, выделяющиеся из стержней при заливке расплавом выходят через знаковые части стержней.
Так как деталь «венец барабана» массой 580 кг и при серийном типе производства, применяем единую формовочную песчано-глинистую смесь с содержанием влаги не более 6%.
Список 3D моделей:1. Венец барабана
Список Чертежей:1. Венец барабана, элементы литейной формы
Содержание расчетно-пояснительной записки:ВВЕДЕНИЕ
1 АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ИЗГОТОВЛЕНИЯ ОТЛИВКИ «ВЕНЕЦ БАРАБАНА»
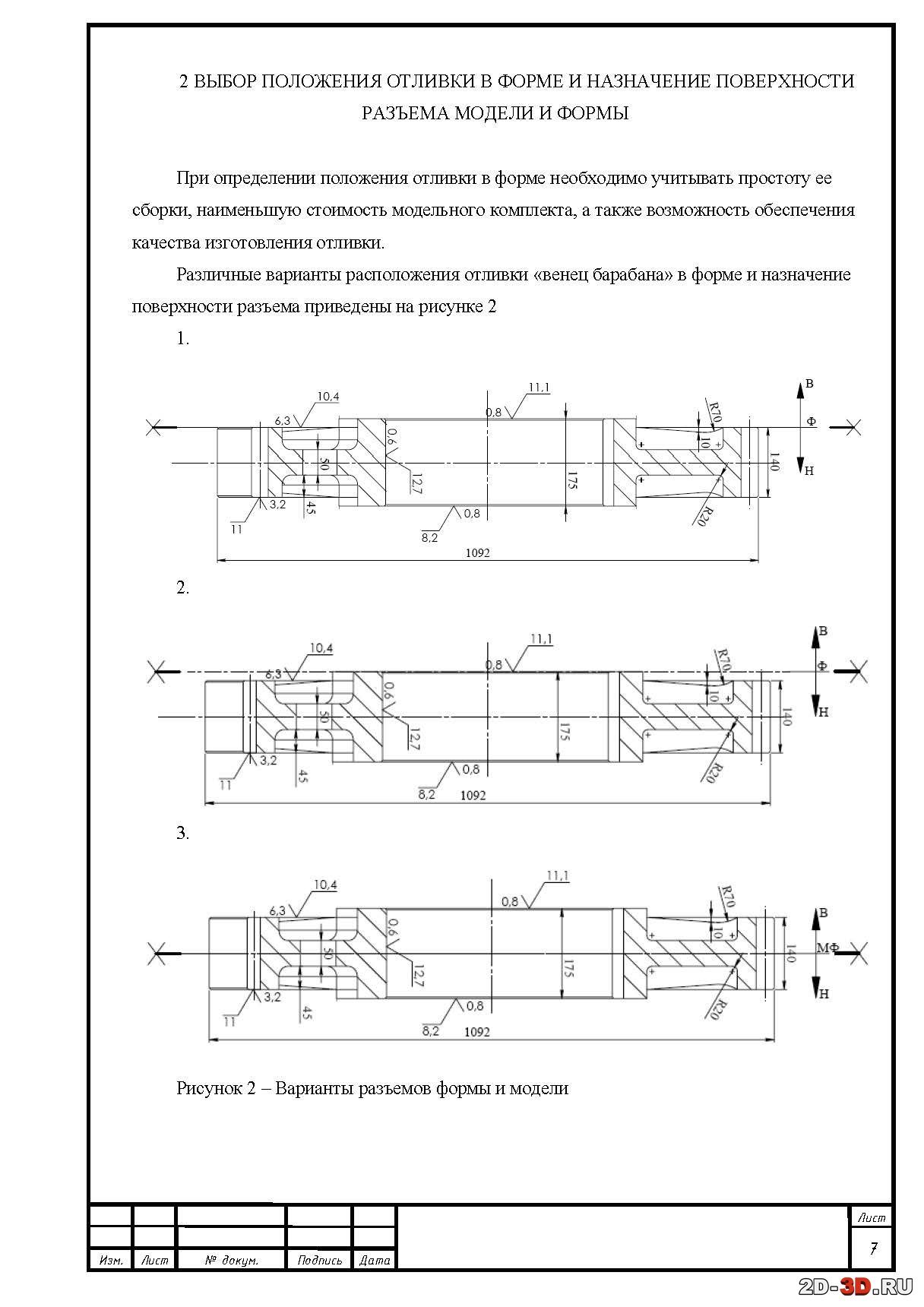
2 ВЫБОР ПОЛОЖЕНИЯ ОТЛИВКИ В ФОРМЕ И НАЗНАЧЕНИЕ ПОВЕРХНОСТИ РАЗЪЕМА МОДЕЛИ И ФОРМЫ
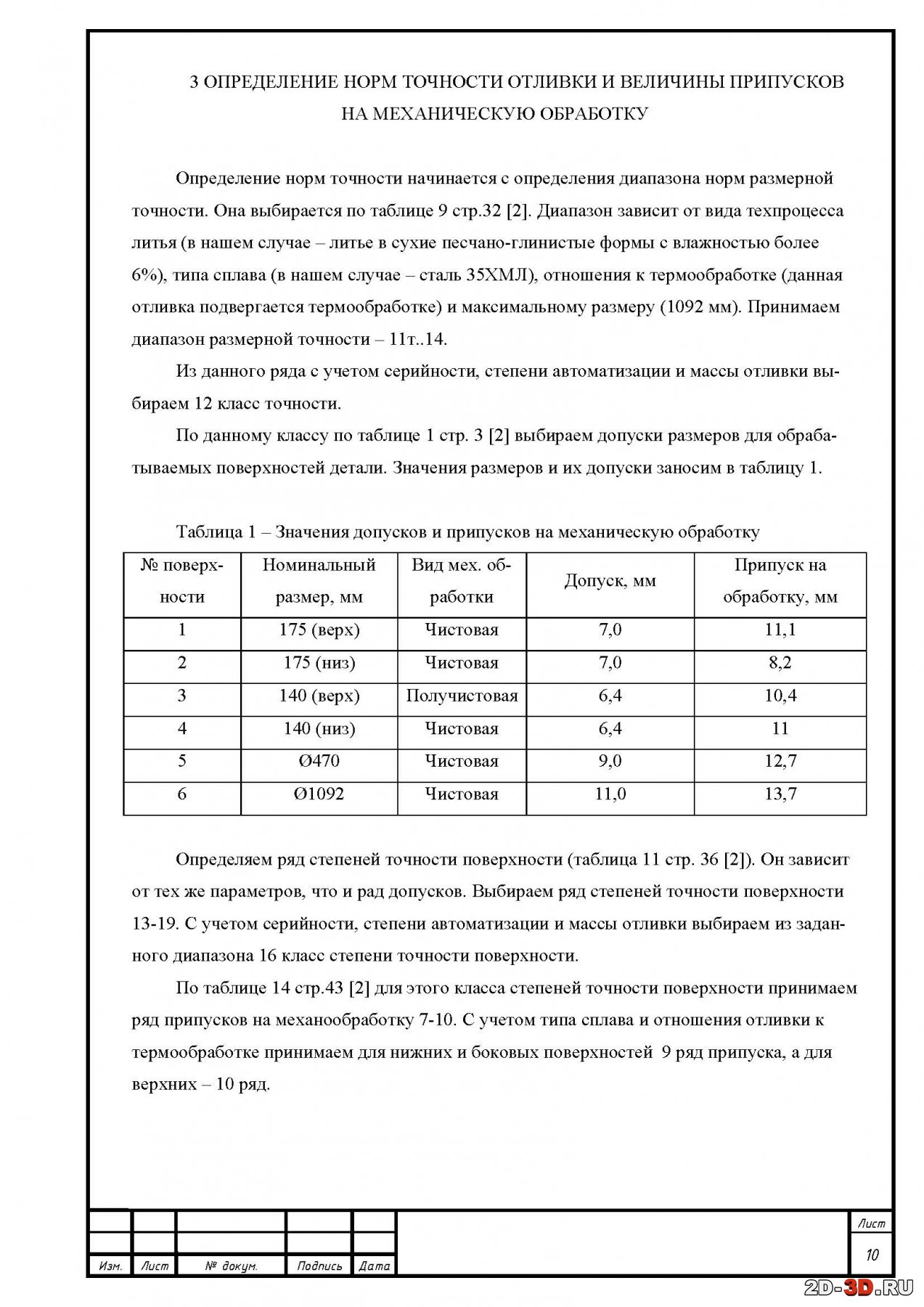
3 ОПРЕДЕЛЕНИЕ НОРМ ТОЧНОСТИ ОТЛИВКИ И ВЕЛИЧИНЫ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
4 ПРОЕКТИРОВАНИЕ СТЕРЖНЕЙ
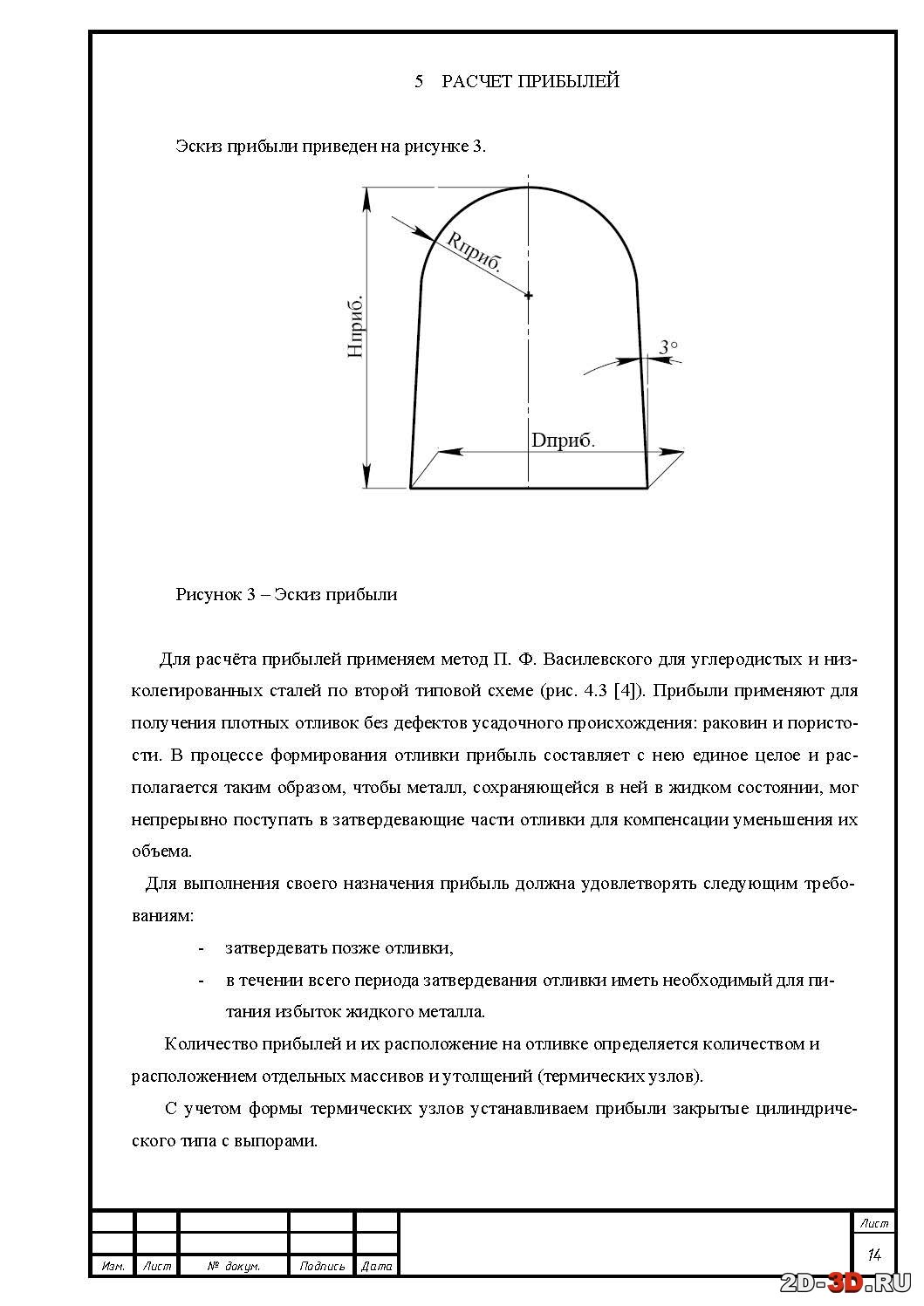
5 РАСЧЕТ ПРИБЫЛЕЙ
6 РАСЧЕТ ВЫПОРОВ
7 РАСЧЕТ ЛИТНИКОВОЙ СИСТЕМЫ
ПЕРЕЧЕНЬ ССЫЛОК
Приложение А – Чертеж «Элементы литейной формы»
Разработка техпроцесса изготовления отливки начинается с анализа технологичности конструкции литой детали. Технологичной считается такая конструкция, которая позволяет получать отливку требуемого качества при минимальных затратах. Технологичность оценивается по такому ряду параметров:
- Толщина всех стенок отливки должна быть не меньше минимально допустимой для заданного сплава. Для средних стальных отливок это значение находится в пределах 7..8 мм.
Наименьшая толщина стенок данной детали 20 мм, следовательно, поэтому параметру отливка является технологичной.
- В отливке не должно быть смежных стенок с большой разницей в толщине. Если отношение толщины большей стенки к толщине меньшей будет более 4, то отливка считается нетехнологичной.
В отливке «венец барабана» наибольший перепад толщин – 70:20 =3,5– следовательно, по этому параметру отливка технологична.
- В отливке не должно быть прямых и острых углов. Переходы должны быть скруглены.
В данной детали нет острых углов, все переходы скруглены. По этому параметру деталь технологична.
- Сопряжения L-, V-, X-, Г- и Т-образных узлов должны быть скруглены.
В данной отливке есть такие переходы (на стыке ребер с ободом и ступицей, но все они скруглены. Отливка технологична по этому параметру.
- Внутренние полости отливки должны иметь выход наружу.
В данной детали нет закрытых полостей. По этому параметру отливка технологична.
- Сложные внутренние полости должны быть объединены в одну.
Исследуемая деталь не имеет сложных полостей. Отливка технологична.
- Должен соблюдаться принцип последовательного затвердевания от нижних частей к верхним.
Условия для направленного затвердевания, в данной отливке возможно выполнить только после некоторых технологических операций. Отливка имеет несколько термических узлов над которыми необходимо устанавливать прибыли, питающие их.
- Отливка должна быть компактной и не иметь частей, мешающих ее извлечению из формы.
Исследуемая отливка не имеет выступающих частей, в случае расположения разьема формы по середине. По этому параметру отливка условно - технологична.
- Конструкция отливки должна предусматривать ее изготовление без стержней или с минимальным их количеством.
Отливку «венец барабана» невозможно выполнить без стержней, но при некотором расположении разьема формы можно добиться уменьшения количества стержней. С учетом серийности выпуска данную отливку можно характеризовать как технологичную.
К недостаткам данной отливки относиться горизонтально направленная геометрия (небольшая высота отливки, по сравнению с ее протяженностью), что влечет за собой повышенный риск всплытия неметаллических включений, а также риск обвала формовочной смеси в результате термодиструкции.
ДОНБАССКАЯ ГОСУДАРСТВЕННАЯ МАШИНОСТРОИТЕЛЬНАЯ АКАДЕМИЯ
ДГМАКафедра ТОЛП
| Тип проекта |
Учебный |
Кол-во листов (чертежей) |
| Формат |
.SLDDRW .SLDPRT SolidWorks, .docx Word, .pdf |
24 (1) |

 Технология изготовления отливки ювелирного изделия Кубик игральный
Технология изготовления отливки ювелирного изделия Кубик игральный Проектирование технологии изготовления отливки «Крышка муфты сцепления»
Проектирование технологии изготовления отливки «Крышка муфты сцепления»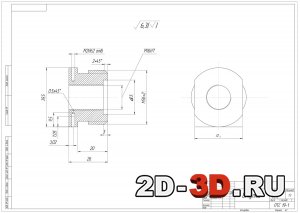 Технологический процесс изготовления детали втулка
Технологический процесс изготовления детали втулка Изготовление корпуса подшипника курсовой проект по технологии машиностроения
Изготовление корпуса подшипника курсовой проект по технологии машиностроения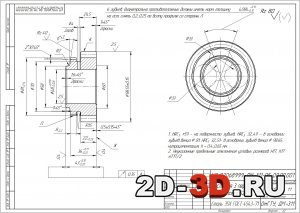 Разработка технологии штамповки поковки детали «Шестерня третьей передачи автомобиля ГАЗ-52»
Разработка технологии штамповки поковки детали «Шестерня третьей передачи автомобиля ГАЗ-52» Проектирование технологии изготовления угольника элементов автоматики
Проектирование технологии изготовления угольника элементов автоматики